Kaikki halkaisusahoista

Sahaa pidetään työhön tehokkaimpana, jos se on varustettu sahanterällä. Itse leikkauksen laatu, työn nopeus sekä hylättyjen elementtien osuus ja jätteen esiintyminen riippuvat suurelta osin tämän ympyrän oikeasta valinnasta. Tämän laitteen ominaisuuksista riippuen erotetaan pitkittäis- ja poikittaissahaustyypit.
Sahaustyypit
Saha on terävä leikkaustyökalu, jossa on suuri määrä teriä ja joka pystyy työskentelemään suljetussa leikkauksessa. Uurre on melko kapea rako, joka ilmestyy puuhun leikattaessa lastuja työtyökalun terävillä hampailla. Yleensä sivuseinät erotetaan leikkauksesta, samoin kuin pohja, juuri niiden kanssa terä tulee vuorovaikutukseen. Kaltevuuskulmasta ja sahan sijainnista puuhun nähden riippuen erotetaan useita sahaustyyppejä.
- Pituussuuntainen. Tässä tapauksessa taso on yhdensuuntainen tai suunnilleen yhdensuuntainen puukuitujen kanssa. Tämän mekanismin mukaan toimivat sahakehykset sekä hirsien sahaamiseen käytettävät vanne- ja pyörösahat sekä palkit laudoiksi, kun materiaalia leikataan pituussuunnassa sekä pituus- että leveyssuunnassa.
- Poikittainen. Tässä saha sijaitsee kohtisuorassa tai suunnilleen kohtisuorassa kuituihin nähden. Tässä tapauksessa itse sahaus suoritetaan manuaalisesti poikittaissahoilla ja rautasahoilla sekä jiirauskoneilla. Tätä puukuitujen käsittelymenetelmää käytetään pyöreiksi aihioiksi leikkaamiseen, puuvirheiden poistamiseen sekä sahatavaralle vaaditun laadun ja mittojen antamiseen.
- Sekoitettu. Tässä tapauksessa työkalun taso voi sijaita alueella 10 - 80 astetta suhteessa puuhun.



Puhuttaessa siitä, mikä sahausmenetelmä on parempi, on huomattava, että poikittaista pidetään yksinkertaisempana, koska tässä järjestelmässä ei ole monimutkaista vaihdelaatikkoa, joka vaaditaan akselin kääntämiseen 90 astetta, vaihteet toimivat paljon tehokkaammin, jonka ansiosta poikkisahat ovat kestävämpiä, moottorin virityksestä irtoamisen riski on paljon pienempi ja instrumentti kestää kaiken kaikkiaan pidempään.
Samalla on ymmärrettävä, että tietyntyyppisiä töitä ei voida tehdä millään muulla tavalla kuin pitkittäissuunnassa. Siksi on syytä pohtia tarkemmin halkaisusahauksen pääparametreistä.


Erikoisuudet
Ripsisahaus on sahausprosessi, joka kulkee rinnakkain puun luonnollisen syyn kanssa. Tässä tapauksessa käytetään pyöreitä kiekkoja, joissa etuhampaat ovat vinossa, niiden terävät reunat leikkaavat tehokkaasti kuidut, ne alkavat hilseillä ja muodostavat sahanpurua. Tällaisen käsittelyn aikana puuosan pinnalla esiintyy usein epäsäännöllisyyksiä, samoin kuin sammaloitumista ja kolhuja - niiden ulkonäkö selittyy puun käyttöiän aikana muodostuneiden kuitujen ominaisuuksilla.
Lopulliseen pintaprofiiliin vaikuttavat uurteen levennys, sekä uurteen koko ja hampaiden muoto. Yleensä jälkimmäiset on teroitettu kolmion tavoin, joten voit työskennellä tällaisen levyn kanssa vain yhteen suuntaan.

Sahanterän muotoilu
Oikeiden terien valinta tehokkaaseen halkaisuun.On huomattava, että mitä suuremmat hampaat, sitä helpompi tällainen sahaus on (vertailun vuoksi, poikkileikkauksilla työskennellessä suuret hampaat toimivat erittäin karkeasti ja kirjaimellisesti repivät puuta, mikä johtaa lastuihin). Tällaisten hampaiden välisten onteloiden tulee myös olla mahdollisimman syviä - tässä tapauksessa lastujen poisto on laadukkaampaa. Optimaalinen hampaiden lukumäärä pitkittäisleikkauksessa vaihtelee 20 - 24 kappaleen välillä.
Jos työssäsi on suoritettava molempia sahaustyyppejä, on parempi antaa etusija ympyröille, joissa on keskikokoiset hampaat, yhteensä 46–48 kappaletta.


Hienohampaisia levyjä ei tule käyttää repeytysleikkausten kanssa työskennellessä, koska tämä on täynnä työn nopeuden laskua, laitteen merkittävää ylikuumenemista ja tällaisia epämiellyttäviä seurauksia:
- sahanterä alkaa hehkua;
- saha menee usein sivuttain leikkauslinjasta;
- ylikuumenemisalueilla materiaali alkaa "turvota" ja kitka kasvaa merkittävästi;
- saha muuttaa muotoaan ja näyttää enemmän potkurilta kuin leikkauspinnalta.
Nopean ylikuumenemisen todennäköisyyden vähentämiseksi sahanterään tehdään pieniä rakoja ja reikiä, jotka toimivat lämpökompensaattoreina. Ne sijoitetaan yleensä reunaan säteitä pitkin.



Joissakin malleissa ne on täytetty osittain kupariyhdisteillä, mikä vähentää melutasoa ja auttaa jäähdyttämään moottoria nopeasti. Sahauspyörät kaadetaan yleensä yhdestä metallista (niitä kutsutaan monoliittisiksi) tai käyttämällä juotteita erilaisista kovista seoksista. Jokaisella vaihtoehdolla on omat hyvät ja huonot puolensa.
- MonoliittinenYleensä ne tylstyvät nopeasti, joten niitä on teroitettava ja korjattava. Tämä menettely on kuitenkin melko yksinkertainen ja mutkaton, joten on täysin mahdollista suorittaa se itse kotona. Tyypillisesti tällaisia teriä käytetään sekä repeämiseen että poikkileikkaukseen. Tällaisten laitteiden hinta on melko edullinen.
- Karbidi ympyrät ovat paljon kalliimpia, samalla niiden käyttöaika ensimmäiseen teroittamiseen asti on pidempi. Tämän työkalun teroitus voidaan suorittaa vain erikoisvarusteilla. Tästä huolimatta juuri tällaiset kankaat ovat kysytympiä kuluttajien keskuudessa, koska niiden kustannukset maksavat itsensä paljon aikaisemmin kuin tarve teroittamiseen syntyy. Kovametallipyörät eivät toimi hyvin vain puulle, vaan myös materiaaleille, kuten metallille, laminaatille tai puristetulle levylle.



Erityistä huomiota tulee kiinnittää useisiin sähkösahojen parametreihin pitkittäiskäytössä.
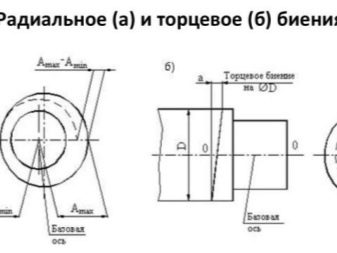
- Säteittäinen tai kasvojen juoksu. Erityisen tarkan työn suorittamiseksi yksi tärkeimmistä indikaattoreista on ympyrän poikkeama pääleikkaustasosta. Jos on säteittäinen tai päätypoisto, se voi häiritä leikkauksen terävyyttä. Optimaalinen sallittu juoksuväli on 0,15 mm, ja laadukkaimpien mallien parametri on 0,05 mm:n sisällä.
- Muista, että repäisyleikkauksia ei saa tehdä jiirisahanterillä, sillä niillä on erilainen terän liikerata puuosassa. Esimerkiksi heilurityökalujen pyörät ovat yleensä negatiivisessa kulmassa - tämä vähentää moottorin kuormitusta ja leikkaussärmät ovat nopeampia ja helpompia. Tämän seurauksena tehokkuus paranee verrattuna levylevyyn, jonka hampaat sijaitsevat positiivisessa kulmassa. Jos tällainen kiekko sekoitetaan heilurin liikeradalla, saha yksinkertaisesti leikkaa kuituihin ilman hampaiden terävimpiä kohtia. Kaikki tämä johtaa moottorin kuormituksen lisääntymiseen, ylikuumenemiseen ja työn tehokkuuden heikkenemiseen. Jos pyöreään laattaan käytetään levyjä, joissa on negatiivisesti teroitettuja hampaita, puu alkaa hylkiä ja sahanpuru ei tule ulos hyvin - tässä tapauksessa leikkaus on paljon hitaampaa.

Valinnan hienovaraisuudet
Halkaisusahat kannattaa ostaa erikoisliikkeistä. - toisin kuin pienissä myyntipisteissä, täällä tuotteen mukana tulee täydellinen opas ja kuvaus käyttäjille, ja myyjillä on tarvittavat tiedot ja he voivat antaa yksityiskohtaisia neuvoja. Muista tutkia itse levyllä olevat tiedot. Yleensä tässä nuolilla ilmaista leikkaussuunta (poikki tai pitkin), sekä suurin leikkausnopeus kierroksina ja hampaiden kaltevuuskulma. Tyypillisesti negatiivinen kulma merkitään neg ja positiivinen kulma pos. Näiden merkintöjen eteen merkitään yleensä kirjain - se osoittaa asteiden suuruuden.
Levy on tarkastettava silmämääräisesti ja varmistettava sen laatu. Muista, että esimerkiksi tylsät hampaat voidaan teroittaa, mutta jos vartalo osoittautuu heikoksi, tätä vikaa ei voida korjata.


Muista tarkistaa hionnan laatu. Jos sahanterä on hyvä, voimakkaat hiontaympyrät eroavat keskustasta reunoihin. Ne osoittavat, että leimaamisen jälkeen tällainen pyörä kalibroitiin, sitten kiillotettiin ja saatettiin tehokkaimpaan toimintakuntoon.
Jos pyörät ovat halpoja, niihin ei yleensä tehdä lisätarkennusta, maksimi kiillotetaan koko levy. Sirullinen hartsi tarttuu huonosti hiottuun pintaan, mikä häiritsee merkittävästi työtä.
Kalliimmissa sähkösahamalleissa merkinnät levitetään laserilla, minkä vuoksi merkintä säilyy koko käyttöajan, mikä on erittäin tärkeää työkalun myöhemmän teroituksen kannalta.



Katso lisätietoja seuraavasta videosta.













Kommentti lähetettiin onnistuneesti.