Kuinka juottaa polyeteeniä?

Yksi tunnetuimmista polyeteenin liittämismenetelmistä on hitsaus. Tämä menetelmä on tehokkain ja suosituin. Hitsaus on mahdollista johtuen polyeteenin kyvystä muuttaa lämpötilan vaikutuksesta tilansa kiinteästä nestemäiseksi (termoplastisuus) ja materiaalin lujuudesta. Polyeteenilevyn hitsaus (joskus sitä kutsutaan sellofaaniksi, se on väärin) suoritetaan 90 ° kulmassa tai puskulla.


Tavat
Polyeteenin yksittäisten elementtien liittäminen suoritetaan kuumentamalla ne sulamislämpötilaan rinnakkaisella puristamalla. Kerrokset juotetaan hitsisaumaksi. Jäähtymisen jälkeen muodostuu vahva yksiosainen liitos.
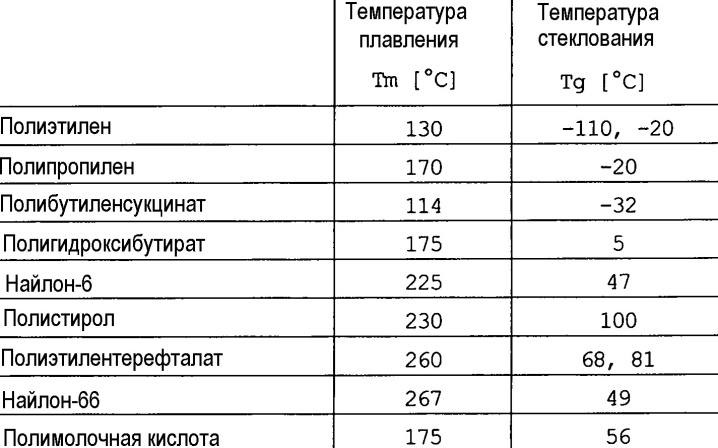
On tärkeää tietää! Polyeteenin sulamispiste riippuu sen paksuudesta (30 - 200 mikronia).
Hitsattaessa kalvoa kotona, on noudatettava teknistä järjestelmää. Turvallisen sauman saaminen on melko helppoa. Hitsausta suoritettaessa on noudatettava seuraavia vaatimuksia:
- vain samojen teknisten parametrien materiaalit tulisi yhdistää, niiden kemiallinen koostumus ei saa erota;
- pinta on puhdistettava liasta ja epäpuhtauksista;
- valitse lämpötilatila oikein: liian korkea ei hitsaa materiaalia alhaisella lujuudella; liian korkea - vääristää niveltä.


Uudelleenhitsausta ei tehdä vanhoille reunoille. Jatkotyötä varten ne leikataan. Ennen prosessin aloittamista on järjestettävä työpaikka ja materiaali.
Jotta hitsaussaumat olisivat mahdollisimman tasaisia ja huomaamattomia, sinun on lähestyttävä asiaa vakavasti ja valittava juotosmenetelmä, joka tulee sinulle mukavammaksi ja edullisemmaksi.
Polyeteenin hitsaukseen on suosituimmat menetelmät.

Diffuusiohitsaus
Tämä on yksi tehokkaimmista menetelmistä polypropeenilevyjen liittämiseen. Tämä menetelmä suoritetaan erityisesti varustetuilla hitsauslaitteilla. Polypropeenilevyjen hitsaus suoritetaan asettamalla 2 kappaletta yksikön päälle ja kiinnittämällä ne. Arkkien päät painetaan sähkökiukaan vasten. Hyvän tuloksen saamiseksi lakanoita on lämmitettävä pitkään. Kun optimaalinen lämpötila on saavutettu, levyt painetaan alas puristimella.
Hitsauslaitteiden luoma sauma on erittäin vahva ja luotettava.



Tämän menetelmän tärkeä ehto on huoneen ilmamassojen puhtaus ja alhainen kosteus.
Tämä menetelmä sopii minkä tahansa levyisille levyille ja mahdollistaa polypropeenilevyjen liittämisen rulliksi. Suurille määrille diffuusioliittäminen on välttämätöntä.

Ekstruuderihitsaus
Polyeteenilevyn juottamisen ekstruusiomenetelmä perustuu sulan polymeeritäyteaineen (polypropeenipyörötanko 4 mm hitsaukseen) syöttämiseen hitsattavaan osaan paineen alaisena. Tämä menetelmä edellyttää erikoistyökalujen: suulakepuristimen läsnäoloa. Tämä laite on varustettu erilaisilla lisälaitteilla, jotka mahdollistavat erittäin monimutkaisten ja massiivisten rakenteiden juottamisen. Positiivista on se, että laite on kooltaan pieni. Suulakepuristimessa on automaattinen lämmitetty ilmansyöttö, joka mahdollistaa levyjen pehmentämisen ja estää mahdolliset viat hitsauksen aikana. Tämä menetelmä tarkoittaa työn tehokkuutta, koska korkean lämpötilan (noin 270 ° C) vuoksi materiaalin sisäkerrosten muodonmuutos on todennäköistä.


Tällä tekniikalla ei tarvita erityistä tilaa, ja hitsaus suoritetaan suoraan työpaikalla laitteen kompaktin koon vuoksi.
Suulakepuristimella tehty sauma katsotaan vahvuudeltaan 2 hitsausyksikön jälkeen. Tämän menetelmän haittana on tarve yhdistää polypropeeni, jolla on samanlainen rakenne, luokka, muuten liitokset tulevat ulos heikoista ja epätasaisista.


kosketushitsaus
Tämä menetelmä on yksi yksinkertaisimmista ja taloudellisimmista, ja sen avulla saadaan korkealaatuinen liitos. Periaate on, että liitettävät polyeteenilevyt menevät päällekkäin ja lämmitetään kuumalla ilmavirralla tai kuumalla kiilalla sulamispisteeseen asti. Kuuma ilma on lämmitettävä määritettyihin arvoihin, jolloin polyeteeni alkaa sulaa. Sitten kalvolevyt liitetään yhteen erityisillä puristusteloilla.
Toimintaperiaate on samanlainen kuumalla kiilalla - lämmityselementillä. Kalvon kontaktihitsauksen tuloksena muodostuu hitsisauma, joka saa 80–90 % perusmateriaalin lujuudesta. Siksi tätä tekniikkaa käyttämällä saat vahvan yksi- tai kaksoisompeleen.

Käytetään myös rakennushiustenkuivaajan kaltaista laitetta. Se lämmittää kalvon kuumalla ilmalla ja sulattaa sen.
Laite on kevyt ja tehokas. Se on helppo kuljettaa mukana, mikä mahdollistaa sen kanssa työskentelyn erilaisissa olosuhteissa.


Kalvohitsaus juotosraudalla
Kotona pienten polyeteenin kappaleiden juottamiseksi voit hitsata kalvon juotosraudalla. Yleistä 40-60 W kotitalouksien lämmityslaitetta voidaan käyttää polyeteenin juottamiseen kärjen päivityksen jälkeen. Kärki korvataan yleensä alumiini- tai kuparitankolla. Kosketusalue vaaditaan pieneksi: jopa 2 mm. Se on kätevää, kun on olemassa reunan pyöristyssäde, koska työkalun mitattu liike saadaan aikaan.

Hyvin teroitettu kärki helpottaa hitsausta: materiaali tiivistetään ja reunat leikataan rinnakkain. Valmis kärki kiinnitetään juotoskolviin ruuvilla. Joskus luotettavuuden vuoksi piston päätä ei jätetä pyöreäksi, vaan se litistetään ja kiinnitetään sitten leikkaukseen. Kotitekoista hitsauslaitetta käytetään pienten laitteistoerien pakkaamiseen, mikä luo epätyypillisiä pakkauksia. Sen avulla on erittäin helppo tehdä kuori kaukosäätimelle, kansi laitteelle.
Kalvonpalasten juottaminen tavallisella pistolla on epämiellyttävää, koska kosketusalue on erittäin suuri, muodostuu epätarkka liitos helmien kanssa.

Kuumennetun polyeteenin tarttuvuus, paljon läpipalamista, liitoksen luotettavuutta ei taata.
Yksinkertainen versio kärjestä on 2-3 mm paksu alumiini- tai kuparilevy. Sen toinen pää on kiinnitetty juotosraudaan, ja toinen on pyöristetty ja teroitettu. Se painetaan kalvoa vasten 35–45 ° kulmassa. Juotosraudan sijasta on mahdollista käyttää polttolaitetta. Se luotiin samalla periaatteella.

Laitteet
Kotimainen teollisuus tuottaa erikoiskoneita polyeteenin hitsaukseen. Edullisin niistä on sähkölaite PP-40. Se on hyvin samanlainen kuin juotoskolvi, vain sen kärki näyttää hieman erilaiselta: se muistuttaa epämääräisesti juoksurullaa. Tämän laitteen avulla on mahdollista suorittaa korkealaatuista hitsausta missä tahansa suorassa tai monimutkaisessa muodossa.
Koneita on 500 - 1000 mm pituisten saumojen juottamiseen. Tämä laite on löytänyt sovelluksen ruoalla täytettyjen pussien ja kappaletavaroiden hitsaukseen. Saatavilla on teollisuuslaitteita, joilla voidaan hitsata 1100-2500 mm pitkiä saumoja. Kaikille hitsausyksiköille on ominaista suunnittelun yksinkertaisuus, toimintavarmuus ja vahvat saumat.

Ja myös kalvon hitsaukseen kotona voidaan käyttää erikoissuutinta, joka on kiinnitetty sähköraudaan.
Tämä elementti on valmistettu alumiinilevystä. Suuttimen pohja on suora, rivat sijaitsevat pohjassa, jotka ovat peruselementti. Tällä työkalulla sinulla on 2 hitsattua nauhaa, jotka ovat yhdensuuntaisia toistensa kanssa.
Suutin on kiinnitetty sähköraudan pohjaan erityisillä terälehdillä, jotka taittuvat laitteiden pohjan allea. Suuttimen reunat kiinnitetään kalvon reunojen rajalle levitetyn paperin päälle, minkä jälkeen laitetta on liikutettava hitaasti ja varovasti rajapinnan ympäri. Tuloksena muodostuu kaksinkertainen sauma.

Työvaiheet
Kalvon hitsaus sisältää seuraavat vaiheet:
- hitsattujen elementtien pintakäsittely
- juotosalueiden lämmitys;
- elementtien hitsaus;
- hitsin jäähdytys (hitsatut elementit ovat paineen alaisia);
- hitsattujen elementtien vapauttaminen paineesta;
- hitsaussauman käsittely.

Laadunvalvonta
Hitsauksen laadunvalvonta kattaa:
- organisaation valvonta;
- toiminnanohjaus hitsaustoimintojen aikana;
- hitsausliitosten lyhytaikaisen lujuuden testaus;
- hitsausliitosten ja pinnoitteiden eheyden tarkistaminen.
Hitsauksen saa suorittaa rakennusalan muovihitsaajien koulutuksen koulutusohjelman suorittaneet henkilöt, joilla on asianmukaiset todistukset.


Kuinka juottaa kalvo, katso alla.













Kommentti lähetettiin onnistuneesti.