Hitsauslangan luokittelu ja valinta

Hitsaustyöt voivat olla sekä automaattisia että puoliautomaattisia, ja ne voidaan suorittaa erilaisilla materiaaleilla. Jotta prosessin tulos olisi onnistunut, on järkevää käyttää erityistä hitsauslankaa.


Mikä se on ja mihin se on tarkoitettu?
Täytelanka on metallilanka, joka on yleensä kelattu kelalle. Tämän elementin määritelmä osoittaa, että se edistää pääasiassa vahvempien saumojen luomista, joissa ei ole huokosia ja epätasaisuutta. Filamentin käyttö varmistaa tuotannon minimaalisella romumäärällä sekä alhaisella kuonanmuodostustasolla.
Laite kiinnitetään syöttölaitteeseen, jonka jälkeen lanka toimitetaan hitsausalueelle joko automaattisessa tai puoliautomaattisessa tilassa. Periaatteessa sitä voidaan syöttää myös käsin yksinkertaisesti kelaamalla.
Täytemateriaalille asetettavat vaatimukset eivät liity pelkästään laatuun, vaan myös prosessoitavien osien soveltuvuuteen.
Lajien yleiskatsaus
Hitsauslangan luokitus tehdään ominaisuuksien, ominaisuuksien ja suoritettavien tehtävien mukaan.
Ajanvarauksella
Yleiskäyttöisten lankojen lisäksi löytyy myös lajikkeita erikoishitsausolosuhteisiin. Vaihtoehtona metallilanka voidaan suunnitella toimenpidettä varten, jossa on pakko muodostaa hitsi, työskennellä veden alla tai käyttämällä kylpytekniikkaa. Näissä tapauksissa langalla on oltava joko erityinen pinnoite tai erityinen kemiallinen koostumus.

Rakenteen mukaan
Langan rakenteen mukaan on tapana erottaa kiinteät, jauhemaiset ja aktivoidut lajikkeet. Kiinteä lanka näyttää kalibroidulta ytimeltä, joka on kiinnitetty keloihin tai kasetteihin. Riveihin asettaminen keloissa on myös mahdollista. Joskus tangot ja nauhat ovat vaihtoehto tällaiselle langalle. Tätä tyyppiä käytetään automaattiseen ja puoliautomaattiseen hitsaukseen.
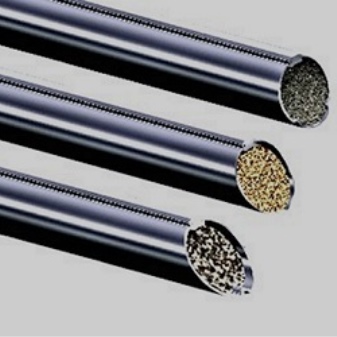
Flux-sydänlanka näyttää ontolta putkelta, joka on täytetty juoksuttimella. Päinvastoin, sitä ei pidä käyttää puoliautomaattisissa koneissa, koska langanveto osoittautuu vaikeaksi. Lisäksi rullien toiminnan ei pitäisi muuttaa pyöreää putkea soikeaksi. Aktivoitu kalvo on myös kalibroitu ydin, mutta siihen on lisätty täytelankojen komponentteja. Se voi esimerkiksi osoittautua ohueksi kerrokseksi.

Pintatyypin mukaan
Hitsauskalvo voi olla kuparipinnoitettua ja ei-kuparoitua. Kuparipinnoitetut filamentit parantavat valokaaren vakautta. Tämä johtuu siitä, että kuparin ominaisuudet edistävät parempaa virransyöttöä hitsausvyöhykkeelle. Lisäksi syöttövastus pienenee. Kuparimaton lanka on halvempaa, mikä on sen tärkein etu.
Päällystämättömässä langassa voi kuitenkin olla kiillotettu pinta, mikä tekee siitä eräänlaisen välilinkin kahden päälajikkeen välillä.

Koostumuksen mukaan
On tärkeää, että langan kemiallinen koostumus vastaa prosessoitavien materiaalien koostumusta. Siksi Tässä luokituksessa on useita erityyppisiä täytefilamentteja: terästä, pronssia, titaania tai jopa seostettua, joka koostuu useista elementeistä.

Seosalkuaineiden lukumäärän mukaan
Jälleen seosaineiden määrästä riippuen hitsauslanka voi olla:
- niukkaseostettu - alle 2,5%;
- keskiseostettu - 2,5 % - 10 %;
- erittäin seostettua - yli 10%.
Mitä enemmän seostettuja alkuaineita koostumuksessa on, sitä paremmat ovat langan ominaisuudet. Lämmönkestävyys, korroosionkestävyys ja muut indikaattorit paranevat.


Halkaisijan mukaan
Langan halkaisija valitaan hitsattavien elementtien paksuudesta riippuen. Mitä pienempi paksuus, sitä pienempi on vastaavasti halkaisija. Halkaisijasta riippuen määritetään myös hitsausvirran suuruuden parametri. Siten tällä ilmaisimella, joka on alle 200 ampeeria, on tarpeen valmistaa hitsauslanka, jonka halkaisija on 0,6, 0,8 tai 1 millimetri. Virralle, joka ei ylitä 200-350 ampeeria, sopii lanka, jonka halkaisija on 1 tai 1,2 millimetriä. 400 - 500 ampeerin virroille vaaditaan 1,2 ja 1,6 millimetrin halkaisijat.
Sääntönä on myös, että 0,3 - 1,6 millimetrin halkaisija sopii osittain automaattiseen prosessiin, joka suoritetaan suojaavassa ympäristössä. Hitsauselektrodin luomiseen sopii 1,6-12 millimetrin halkaisija. Jos langan halkaisija on 2, 3, 4, 5 tai 6 mm, voidaan täyteainetta käyttää sulattamiseen.


Merkintä
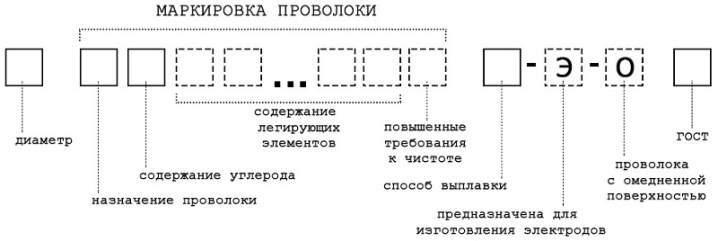
Hitsauslangan merkintä määräytyy hitsattavaa materiaalia vaativan materiaalin laadun sekä työolosuhteiden mukaan. Se on merkitty GOST:n ja TU:n mukaisesti. varten ymmärtääksesi, kuinka dekoodaus suoritetaan, voit harkita esimerkkiä lankamerkistä Sv-06X19N9T, jota käytetään usein sähköhitsauksessa, ja siksi se on erittäin suosittu. Kirjainyhdistelmä "Sv" tarkoittaa, että metallilanka on tarkoitettu vain hitsaukseen.
Kirjaimia seuraa numero, joka ilmaisee hiilipitoisuuden. Numerot "06" osoittavat, että hiilipitoisuus on 0,06 % täyteaineen kokonaispainosta. Lisäksi näet, mitä materiaaleja lanka sisältää ja missä määrin. Tässä tapauksessa se on "X19" - 19% kromia, "H9" - 9% nikkeliä ja "T" - titaani. Koska titaanimerkinnän vieressä ei ole lukua, tämä tarkoittaa, että sen määrä on alle 1 %.
Suositut valmistajat
Venäjällä valmistetaan yli 70 merkkiä täytelankaa. Bars-tavaramerkkituotteita valmistaa Barsweld, joka on toiminut vuodesta 2008. Valikoima sisältää ruostumattomia, kupari-, täyte-, kupari- ja alumiinilankoja. Täytemateriaali on valmistettu innovatiivisilla tekniikoilla. Toinen venäläinen metallilankojen valmistaja on InterPro LLC. Tuotanto tapahtuu italialaisilla laitteilla käyttämällä erityisiä tuontivoiteluaineita.
Hitsauslankaa voidaan valmistaa myös venäläisissä yrityksissä:
- LLC SvarStroyMontazh;
- Sudislavlin hitsausmateriaalitehdas.


Kiinalaiset yritykset ovat laajasti edustettuina täyteainemarkkinoilla. Niiden tärkein etu on keskimääräisten hintojen ja hyvän laadun yhdistelmä. Puhumme esimerkiksi kiinalaisesta Farina-yrityksestä, joka valmistaa lankoja hiili- ja niukkaseosteisten terästen kanssa työskentelemiseen. Muita kiinalaisia valmistajia ovat mm.
- Deka;
- Bizon;
- AlfaMag;
- Yichen.


Kuinka valita?
Täytemateriaalia valittaessa on otettava huomioon kaksi perussääntöä. Kuten jo mainittiin, on tärkeää, että langan koostumus on mahdollisimman samanlainen kuin hitsattavien osien koostumus. Esimerkiksi rautametallien ja kupariseosten osalta käytetään erilaisia muunnelmia. On suositeltavaa varmistaa, että koostumus on, jos mahdollista, rikki- ja fosforiton, samoin kuin ruoste, maali ja kaikki epäpuhtaudet.
Toinen sääntö liittyy sulamispisteeseen: täyteaineelle sen tulisi olla hieman alhaisempi kuin jalostettujen tuotteiden. Jos langan sulamispiste osoittautuu korkeammaksi, osat palavat. Kannattaa myös varmistaa, että lanka ulottuu tasaisesti ja pystyy täyttämään sauman kokonaan.Täyteaineen halkaisijan tulee vastata hitsattavan metallin paksuutta.
Muuten, lankamateriaalin on vastattava vuorauksen materiaalia.

Käyttövinkkejä
Täytelangan varastointi ei voi tapahtua korkeissa kosteusolosuhteissa. Alkuperäisessä pakkauksessa oleva täyteaine säilyy 17-27 asteen lämpötiloissa 60 % kosteusasteessa. Jos lämpötila-alue nousee 27-37 asteeseen, suurin suhteellinen kosteus päinvastoin laskee 50 prosenttiin. Pakkaamattomia lankoja voi käyttää konepajassa 14 päivää. Lanka on kuitenkin suojattava lialta, pölyltä ja öljytuotteilta. Jos hitsaus keskeytyy yli 8 tunniksi, kasetit ja rullat on suojattava muovipussilla.
Lisäksi täyteaineen käyttö vaatii alustavan kulutuksen laskennan. Kätevintä on suunnitella johdon kulutus täytettävän liitännän metriä kohti. Tämä tehdään kaavan N = G * K mukaisesti, jossa:
- N on normi;
- G on yhden metrin pituisen valmiin sauman pinnan massa;
- K on korjauskerroin, joka määräytyy kerrostetun materiaalin massan mukaan hitsaukseen tarvittavaan metallinkulutukseen.


G:n laskemiseksi sinun on kerrottava F, y ja L:
- F - tarkoittaa yhteyden poikkileikkausalaa yhtä neliömetriä kohti;
- y - vastaa langan valmistukseen käytetyn materiaalin tiheydestä;
- L:n sijasta käytetään numeroa 1, koska kulutus on laskettu 1 metriä kohti.
Kun N on laskettu, indikaattori on kerrottava K:lla:
- pohjahitsauksessa K on 1;
- pystysuoralla - 1,1;
- osittain pystysuoralla - 1,05;
- katon kanssa - 1.2.

On syytä mainita, koska et halua suorittaa laskelmia kaavan mukaan, Internetistä löydät erityisen laskimen hitsausmateriaalien kulutuksesta. Langansyöttölaite koostuu yleensä sähkömoottorista, vaihteistosta ja rullajärjestelmästä: syöttö- ja painerullista. Voit tehdä sen itse tai ostaa valmiin laitteen. Tämä mekanismi on vastuussa täyteaineen kuljettamisesta hitsausalueelle.
On myös huomattava, että asetyleenilla kaasuhitsaukseen käytettävän langan tulee olla ruostematon tai öljytön. Sulamispisteen on oltava joko sama tai alempi kuin käsiteltävän materiaalin sulamispiste.
Jos sopivan koostumuksen omaavaa hitsauslankaa ei löydy, se voidaan joissain tapauksissa korvata samanlaatuisilla materiaalinauhoilla kuin käsiteltävä materiaali. Vaatimukset metallilangalle hiilidioksidihitsauksessa ovat samanlaiset.


Seuraavalta videolta löydät 0,8 mm:n hitsauslangan vertailutestin.













Kommentti lähetettiin onnistuneesti.