Kaikki timanttihiomalaikoista

Timanttihiomalaikat ovat kuluvia. Niitä käytetään automaattisissa, kulma-, manuaalisissa koneissa hiontaan, teroittamiseen jne. Niitä käytetään koruissa - kivien leikkaamiseen sekä superkovien pintojen, lasin, keramiikan jne. käsittelyyn.


Erikoisuudet
Timanttiterät erottuvat paitsi korkeasta tehokkuudestaan ja pitkästä käyttöikänsä, myös niiden itseteroittumiskyvystä yhdistettynä ihanteelliseen tasapainoon sitkeyden ja haurauden välillä. Työkalua ei käytetä vain teollisuudessa, vaan myös kotitalouksissa.
Laaja jakelu ja edullinen hinta selittyvät keinotekoisten timanttien tuotantokustannusten alenemisella - niitä käytetään yli 90 prosentissa hiomatuotannosta.
Itse levyt on valmistettu alumiiniseoksesta tai teräksestä. Erikoinen bakeliittihartsin koostumus, johon on lisätty eri fraktioiden timanttilastuja, levitetään aihioiden pinnalle ohuena kerroksena. On huomattava, että toistaiseksi teollisuus ei ole keksinyt mitään, joka olisi kovuudeltaan parempi kuin hioma-aineen timanttiversio. Lähin merkitys on vain kuutioinen boorinitridi - boratson, elbor. Loput hioma-aineet eivät kilpaile lainkaan ferriittien, kermet-komposiittien ja muiden kovien seosmateriaalien käsittelyssä.


Pääasialliset tunnusmerkit
Yksi tärkeimmistä ominaisuuksista on kovuusindikaattori. Seuraava tärkeä indikaattori on timanttien pitoisuus kuutiosenttimetriä kohti, mitattuna karaateina. Normaalit tyypilliset indikaattorit näille arvoille nykyisen GOST:n mukaan: K25 (1,1 ct / cm3), K50 (2,2 ct / cm3), K75 (3,3 ct / cm3), K100 (4,4 ct / cm3), K125 (5,5) ct / cm3) ja 150 (6,6 ct / cm3). Pitoisuus voi kuitenkin vaihdella ylös tai alas.
Tämän arvon merkitys on, että sillä on merkittävä vaikutus joihinkin levyn teknisiin parametreihin ja sen hintaan. Kovasidos, matalat timanttimallit on merkitty K125:ksi.
Juuri tämä ilmaisin pystyy pitämään kehägeometrian muuttumattomana koko hiontajakson ajan.

Hiilirakeiden jakautumista ja kiinnittymistä työkerrokseen auttaa sideaine, ns. sideaine. Tuotantotekniikassa käytetään kolmea perustyyppiä nippuja.
-
Metallinen. Tämän tyyppinen työkerros soveltuu parhaiten esikäsittelyyn, kermetistä ja kovista metalliseoksista valmistettujen osien teroittamiseen, suurten lisäkerrosten leikkaamiseen.
-
Galvanointi. Metallirunko, jossa on yksi tai useampi nikkelikerros, päällystetty hioma-aineella. Suunniteltu mineraalimateriaalien leikkaamiseen, hiontaan. Sillä on kysyntää timanttiporausyksiköiden valmistuksessa, lävistysten lopullisessa viimeistelyssä jne.
-
Luomu. Orgaanista koostumusta luotaessa bakeliittia käytetään formaldehydihartseilla. Sen ominaispiirre on alhainen lämmönjohtavuus, tällaisia laitteita käytetään töissä ilman jäähdytysnesteen syöttöä. Yleensä tämä on hienohiontaa ja hiontaa.



Muita laitteen suorituskykyominaisuuksiin vaikuttavia parametreja ovat timanttikerroksen tyyppi ja sen leveys. Hioma-aine levitetään timanttilaikan reuna- tai päätyosaan. Se on geometria, joka vaikuttaa hioma-aineen kokoon ja mallin hintaan.Korkeus on arvo, joka määrittää rakenteen kestävyyden, kun taas työkappaleen kanssa kosketuksissa olevan alueen koko ja siten työelementtien ja muiden komponenttien lämpötila riippuu leveydestä. Pieni leveys mahdollistaa suuremman leikkausnopeuden ja syvyyden. Suuret leveydet tarkoittavat suurta tarkkuutta ja työn puhtautta.
Tekniikka edellyttää, että maanpinnan leveysparametrit ylittävät aina pyörän työparametrit. Työkerroksen kehityksen tasaisuus ja sen itsestään teroittuminen saavutetaan täyttämällä kaikki määritellyt ehdot.

Hiomatimanttien koko voi olla 125 mm. Merkintä 150x10x3x32 tarkoittaa levyä, jonka halkaisija on 150 mm, leveys 10 mm, korkeus 3 mm ja reiän koko 32 mm. Sama lähestymistapa tarvitaan hiontatimanttien ominaisuuksien tulkitsemiseen 150x20x5x42x32; 150x20x3x40x32.

Lajien yleiskatsaus
Kaikki valmistajien tarjoamat timanttihiomalaikat ovat tiukkojen GOST-määräysten alaisia, jotka puolestaan ovat eurooppalaisten standardien mukaisia. Hyväksyttyjen standardien mukaan timanttilevy luokitellaan:
-
suunnitteluparametrien ja geometristen muotojen mukaan;
-
timanttikerroksen muodon ja sen sijainnin perusteella tuotteessa;
-
runkomuotojen suunnittelueroista erikseen.

Näistä suosituimpia ovat levy (litteä), kuppi, lautasen muotoinen. Ympyröiden geometria voi olla suoraprofiilinen, samoin kuin kartiomainen, rengasmainen, yksi- tai kaksipuoleinen alileikkaus, yksipuolinen nava jne. Ruiskuhiomarakenteiden hankauskykyyn vaikuttaa raekoko - raekoko.
- Lautanen - lautaslevy, jota käytetään teräksen, valuraudan, lasin jalostukseen. Tätä tyyppiä käytetään kovametallijuotteiden teroitusprosesseissa, esimerkiksi sahoissa. Maali- ja lakkakerrokset on hyvä poistaa kiekoilla.
- Kuppi - kupin muotoiset timanttityökalut. Soveltuu vaikeasti työstettäville pinnoille: lasille jne.
- Suoran profiilin mallit - Nämä ovat litteitä kiekkoja, joissa on timanttipinnoitetut päätypinnat. Tämä tyyppi on valittu tarkkoja viivoja vaativien pintojen työskentelyyn.


Metallin lopulliseen kiillotukseen ja peilimäisen kiillon antamiseen käytetään vulkaniitti (kumi) kiillotuspyöriä. On erittäin mielenkiintoinen versio - levyke (AGShK). Sen ominaisuus on ohut hankausainekerros. Sitä käytetään käsityökaluissa betonin, posliinikivitavaroiden ja muiden materiaalien hiontaan. Ihmiset kutsuvat niitä "kilpikonniksi".


Merkintä
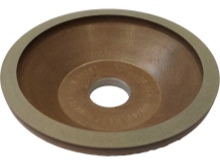
Timanttilevyjen yleisesti hyväksytty nimitys koostuu kahdesta osasta: tiedot suunnitteluominaisuuksista, kuvaus mallin geometrisista mitoista sekä sidoksen ja timanttien tekniset indikaattorit. Valmistaja voi myös lisätä oikealle puolelle lisätietorivejä. Määritettyjen tietojen oikeaa tulkintaa varten voit käyttää GOST 24747–90:n parametreja vihjeenä. Lisäksi on taulukoita, jotka osoittavat koodeja, yleisimpien tuotteiden kaavioita. Kuvassa halkaisijaltaan 150 mm:n kartiohiomatyyny, jonka kartiokulma on 20o. Luonnos näyttää reiän halkaisijan (22 mm) ja timanttikerroksen koon (6x4 mm) arvot.

Muiden merkintöjen merkitykset:
-
D16 on hiilirakeiden FERA-luku ja K75 on sen lukumäärä karaattia kohden;
-
B on orgaanisen sidoksen merkki FERA:n mukaan ja T on sen tiheyden koodi.
Alla olevassa kuvassa on lisätietoja työn vaatimuksista (m). Sitä paitsi, valmistaja voi ilmoittaa tiedot ympyrän rajoitusnopeudesta, pyörimisosoittimet: vaadittu taajuus, suunta, turvallisuus.
-
Vilja. Yhtä tärkeä indikaattori kuluttajalle on raekoko, koska tämä on pääparametri, joka vaikuttaa kiillotetun pinnan laatuun ja puhtauteen. Älä unohda näiden indikaattoreiden kokonaisuutta valitessasi murun kokoa.
Esimerkiksi:
-
Esikäsittely - vaadittu raekoko on merkitty D151:ksi, mikä vähentää laadullisesti läpikulkujen määrää varmistaen samalla taatun korkean tehokkuuden ja seitsemännen luokan puhtauden;
-
hieno jauhatus - D54, tuottavuus on alhaisempi, mutta korkeampi puhtausluokka - 10.
Leikkaussyvyyden kannalta on otettava huomioon jyväkoko, se määrittää myös poistetun materiaalin paksuuden yhdellä kertaa. Suositeltu suhde on enintään kolmasosa normin vaatimasta viljasta. Alla olevassa kuvassa tilannekuva timanttilastuista, jotka on otettu suurella suurennuksella - 10-15 mikronia.

-
Kovuus. Tämä indikaattori on tärkeä bakeliittirakenteille. Tätä varten aseta B, kovuusasteikko GOST - R 52587-2006 mukaan kirjainmerkinnöillä. Mitä pienempi kovuusindeksi, sitä leveämpi timanttikerros ja sitä pienempi sirun koko. Niitä käytetään hienohiontaan alhaisilla leikkausnopeuksilla, usein poissulkematta jäähdytysnesteen käyttöä. Nopeammat tai syvemmät leikkaukset vaativat lisää pinnan kovuutta ja jäähdytystä.

-
Tarkkuus- ja epätasapainoluokat - seuraava arvo timanttihiomalaikkojen merkinnässä. Tällainen merkintä on pakollinen perinteisen valmistuksen levyille - nämä ovat kaksi äärimmäistä merkkiä rivissä. Mitä tulee timanttivaihtoehtoihin, GOST-vaatimuksia ei ole.
Tekniikan mukaan tämä on työkalu, jossa on pieni kerros hioma-ainetta, ja lisäksi valtion standardi on jo vahvistanut niille korkeat tarkkuusstandardit.

Suosittuja malleja ja valmistajia
Markkinoidemme suosituista valmistajista löydät sekä ulkomaisia merkkejä että kotimaisia yrityksiä, jotka ovat valmistaneet näitä tuotteita Neuvostoliiton ajoista lähtien.
-
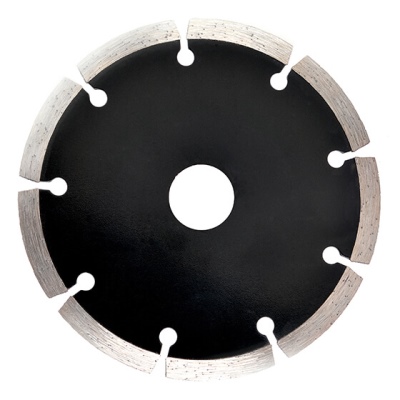
KLINGSPOR yritys. Saksalainen tuotemerkki toimittaa yli 1 700 erilaista hiomatyökalua maailmanmarkkinoille, mukaan lukien monikäyttöiset timanttilaikat. Segmenttilevyt ovat erityisen suosittuja.
-
Yksi suurimmista hioma-aineiden toimittajista on BOSCH. Suuri valikoima, mukaan lukien kiinteät levyt. Kivileikkaus on ihanteellinen sovellus tämän tyyppisille timanttihioma-aineille.

-
"Poltavan timantit" - kaikentyyppiset hiilityökalut hiontaan, leikkaamiseen, mukaan lukien kiekot - SK-TDR. Suunniteltu mineraalipintojen, kuten kiven, käsittelyyn.

-
Pietarin hiomatuotteiden tehdas "Ilyich", yksi vanhimmista. Yritys valmistaa itsenäisesti keinotekoisia timantteja (sekä timanttimikrojauhetta).

Käyttöalue
Timanttityökalujen laajimmat mahdollisuudet ovat mahdollistaneet niiden käytön monilla eri aloilla. Hiilipinnoitteen superkovuus vähentää merkittävästi kovametallityökalujen, vaikeasti työstettävien materiaalien teroitusaikaa. Timanteilla teroitetut työkalujen terät ovat tehokkaampia, eivät vaadi jälkikäsittelyä ja säilyttävät terävänsä paljon pidempään kuin analogisilla hioma-aineilla teroitaessa.
Kulutuskestävyys:
-
yksireunaisilla kovametallileikkauspinnoilla osoitin kasvaa 1,5 kertaa;
-
moniteräisille työkaluille nämä arvot ovat vielä korkeammat.

Koska siruja ja halkeamia ei muodostu timantilla käsitellylle pinnalle, niitä käytetään töihin:
-
lasin kanssa;
-
keramiikka;
-
posliini;
-
majolika;
-
kristalli;
-
peilit jne.


Timanttihioma-aineet ovat välttämättömiä optisten linssien luomistekniikassa, monitorien, näyttöjen hiomiseen. Lääketieteessä on mahdotonta tehdä niitä ilman - mikrotomien terät, skalpellit, ruiskun neulat teroitetaan timanttityökaluilla. Myös hoitoon ja proteeseihin tarkoitetut hammaslääketieteelliset instrumentit käsitellään hiilihioma-aineilla.


Timanttihiomalaikkoja valmistetaan hiomakoneille, jyrsinkoneille ja muille koneille, kivityön erikoistyökaluille. Toinen käyttötapa on käyttää muista hankaavista materiaaleista valmistettuja pyöriä timanttilevyillä. Oikea ja harkittu lähestymistapa timanttihiomarakenteiden valintaan mahdollistaa minkä tahansa työn ja tehtävän suorittamisen tehokkaasti, ilman vikoja.















Kommentti lähetettiin onnistuneesti.