Pystysorvaussorvit

Pystysorvaussorvit voivat olla erittäin hyvä laite monille teollisuudenaloille. Mutta sinun on selvitettävä tarkalleen, mikä niiden tarkoitus ja pääkomponentit ovat, millä vaihteisto on varustettu. Ja sinun on myös tutkittava laitteen muita ominaisuuksia, CNC-koneiden nokkaa, tutustuttava valintakriteereihin.
Laite ja toimintaperiaate
On erittäin vaikea sanoa tarkalleen, mikä on yleinen näkemys sorvaussorvista. Niitä edustaa erittäin suuri määrä muutoksia. Ja jokainen versio on optimoitu suorittamaan hyvin tiettyjä manipulaatioita, mikä näkyy ennustettavasti sen ulkonäössä ja teknisessä suorituskyvyssä. Pystysorvien yleismallit ovat vähitellen leviämässä. Mutta niiden välillä on edelleen erittäin vakavia eroja.


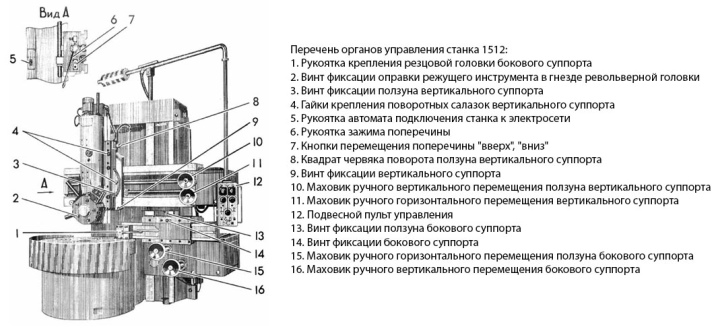
Laitekaavion pääsolmut ovat:
- telineet;
- siirtolinkki, joka tarjoaa pääosien yhteyden taajuusmuuttajaan;
- tarkistuspiste;
- ulokekokoonpano, jonka ansiosta kara liikkuu;
- jarrusatulat (sijaitsevat vasemmalla ja oikealla);
- tekninen kansi;
- kehto etulevylle;
- pari rehulaatikkoa;
- käyttäjän valvontajärjestelmä;
- teho ohjausyksikkö;
- sähköpaneeli.
Pystysuuntaisten sorvien avulla voit suorittaa erilaisia käsittelyjä:
- leikkaa ura;
- antaa tarvittava muoto lieriömäisten tai kartiomaisten osien pinnoille;
- valmistele reiät vaadituilla parametreilla;
- hio tasaiset alueet;
- avaa metallityökappale;
- järjestää veistämällä;
- tehdä muotoiltu pinta.


Poraus- ja jyrsintäleukoja käytetään poraussorveissa.
Ne voidaan suunnitella jopa malleihin, joissa on suuri etulevy. Niiden avulla työkappale on kiinnitetty täydellisesti, vaikka se olisi raskas ja suuri. Tyypilliseen sarjaan sisältyy tyypillisesti 4 tai 8 leukaa. Pystysorvaussorvit ovat yhä enemmän ohjelmistoohjattuja (eli käytössä on numeerista ohjausta).
Tämä lähestymistapa minimoi inhimilliseen tekijään liittyvän vaaran. Hänen ansiostaan käsittelyn tarkkuus kasvaa merkittävästi. Lisäksi tällaisten laitteiden avulla voit työskennellä nopeuksilla, jotka ovat täysin saavuttamattomissa jopa kokeneille karusellikääntäjille, jotka työskentelevät yksinkertaisilla laitteilla. Manuaalisia versioita käytetään vain yksinkertaisiin sorvauksiin tai rakenteiden rouhintaan. Työstettävät työkappaleet kiinnitetään pääosin etulevyn pidikkeisiin.


Aloita seuraavaksi pyöriminen alhaisilla nopeuksilla. Tämä ajo varmistaa, että työkappale on keskitetty oikein. Sitten karan pää tuodaan sisään. Sitä siirretään poikkisuuntaa pitkin. Lopuksi käynnistetään nesteen syöttö, joka voitelee koneen ja poistaa ylimääräistä lämpöä.
Kierrosten ja käsittelytilojen säätö riippuu vaihteiston varusteluasteesta, mitä komponentteja siinä on, miten ne on konfiguroitu. Kaikki tämä on suunniteltu ottaen huomioon valittu kinemaattinen järjestelmä.
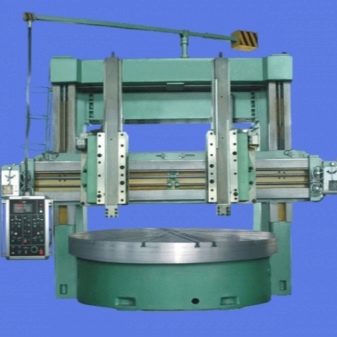
Pystysorveja on yksi tai kaksi jalustaa. Kaksipylväsversio pystyy käsittelemään suurempia työkappaleita ja on samalla erittäin tehokas. Kaksipylväslaitteen sängyt sisältävät poikkipalkin, jossa on poraus- ja pyörivä jarrusatulat.

Näiden jarrusatumien liikettä varten on tavallisesti vaakasuuntaiset ohjaimet. Porauslohkossa on pitkittäinen vaunu, jossa on kääntömekanismi. Osa mekanismia on liukusäädin, johon leikkurin pidike asetetaan. Tylsän dian ja siihen lisättyjen liitteiden oikea käyttö mahdollistaa:
-
työskennellä kartiomaisilla pinnoilla;
-
porausreiät;
-
leikkaa sisäurien läpi.
Erityisistä vivahteista huolimatta tällaiset koneet on suunniteltu käsittelemään osia, joiden poikkileikkaus on huomattavasti pituutta suurempi. Useimmiten puhumme yli 50 cm: n osista. On helppo ymmärtää, että tällainen tekniikka on kysyntää koneenrakennuksen erikoisaloilla, joissa sitä vaaditaan suurten tuotteiden valmistukseen.
Mekanismi, kuten karuselli, mahdollistaa haluttujen esineiden siirtämisen täysin suljettua vaakasuoraa polkua pitkin.

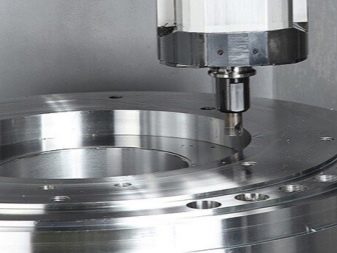
Jos poraussorvin leikkauselementti toimii päätypinnalla, siihen muodostuu rengasmaisia uria. Jos siirrät itse työkalua vaakatasossa, et voi enää hioa pyöreitä, vaan spiraalisia uria. Vaihtelemalla toimintatapoja ja hienoja asetuksia on mahdollista muuttaa näiden urien nousua melko radikaalisti. Urat työstetään mielivaltaiseen syvyyteen - se riippuu vain siitä, kuinka intensiivisesti työkappale on haudattu. On työkaluja, joilla voit muodostaa uria myös sivuseiniin - ei ole väliä, ovatko sivuseinät sisällä vai ulkopuolella.
Lajien yleiskatsaus
Ajanvarauksella
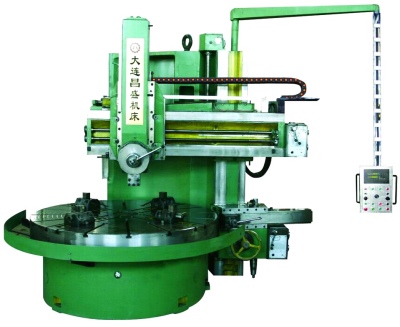
Monipuoliset mallit on optimoitu monenlaisiin toimintoihin. Tietenkin he menettävät yksittäisten manipulaatioiden tuotannon täydellisyyden. Erikoislaitteet keskittyvät kapeasti, mutta tietyntyyppiset työt suoritetaan virheettömästi. Yleiskäyttöisessä sorvaus- ja poraussorvissa on useimmiten yksi jalusta. Tällaisten laitteiden kooilla on oma kokovalikoimansa, ja näiden mittojen valinta määräytyy työkappaleen poikkileikkauksen mukaan.


Pitkälle erikoistuneet sorvaus- ja porauskoneet suunnitellaan yleensä universaalien näytteiden perusteella.
Erikoistuminen voidaan saavuttaa:
- käsittelyn korkeuden lisääminen tai vähentäminen;
- jarrusatulien lukumäärän muuttaminen;
- jarrusatulien suunnittelun säädöt;
- apukäyttöpäiden käyttöönotto;
- lisäämällä suunnitteluun solmuja, joiden avulla voit suorittaa monimutkaisia toimintoja.



Tukipisteiden lukumäärän mukaan
Yksipylväiset koneet on edullisesti varustettu numeerisella ohjausjärjestelmällä. Niiden avulla voit käsitellä rakenteita, joiden poikkileikkaus on enintään 150 cm. Lisäsovellusalue on kartiopintojen käsittely. Jokainen yksipylväskone sisältää sivutuen yleispitimellä.
Laitteen kaksipylväiselle tyypille on ominaista lisääntynyt jäykkyys ja luotettavuus, joten sitä käytetään työskentelyyn erityisen suurien painavien työkappaleiden kanssa. Poikkipalkin ja tukien liike saavutetaan erityisen yksikön - "portaalin" avulla.


Satulan lukumäärän mukaan
Niitä voi olla yksi tai useampia. Yhden tuen mallit erottuvat suhteellisen kapeasta käyttöalueesta.
Mitä enemmän tällaisia elementtejä, sitä laajempi soveltamisala.


Karan pään tyypin mukaan
Tavallinen muotoilu perustuu yhteen leikkuriin. Nykyaikaisempi tyyppi on torni. Sen avulla voit käyttää useita leikkausosia kerralla. Liike suunnataan sekä vaaka- että pystysuunnassa valintasi mukaan. Leikkurit laitetaan päähän yksitellen, ja yksitellen ne ryhtyvät hommiin.

Työliikkeiden ohjauksen tyypin mukaan
Tavallisissa työpajoissa ja kotona metallin käsittelyyn käytetään usein manuaalisia tekniikoita. Yksinkertaisuudesta ja keveydestä huolimatta tällaisilla laitteilla on miinus - sinun on toimittava erittäin huolellisesti. Tällainen tekniikka voi selviytyä vain yksinkertaisista tehtävistä, ja jopa silloin, kun niitä suoritetaan, inhimillisellä tekijällä on valtava rooli.Siksi jopa kotitaloussegmentissä CNC-koneista on tulossa yhä vakuuttavampia johtajia, huolimatta niiden kohonneesta hinnasta.
Laitteen parametreihin kannattaa kiinnittää huomiota. Tyypillisissä koneissa, joita monilla toimialalla toimitetaan, on pääsähkömoottorin lisäksi useita apukäyttöjä. Nämä erikoisyksiköt mahdollistavat tuotantokoneen yksittäisten osien tarkemman ohjauksen. Mitä suurempia osia, sitä tehokkaampia voimaloiden tulee olla. Teollisuudessa ei ole harvinaista, että sorvauslaitemallit kuluttavat vähintään 10 kW sähköä.


Karusellitekniikan lisääntynyt tahti johtuu suurelta osin etulevyjen kiinnitysominaisuuksista. Häneen lasketaan myös manipulaatioiden tarkkuuden lisääntyminen. Siksi on mahdollista tehdä työtä, joka vaatii tiukasti rajoitettuja toleransseja. On syytä kiinnittää huomiota aihioiden enimmäiskorkeuteen ja poikkileikkaukseen. Rakenteiden korkeus voi vaihdella - eri tapauksissa se on 80-500 cm.
Osien käsittelyn tarkkuus määräytyy näppäinlohkoasetusten laadun mukaan. Kuten jo mainittiin, CNC:tä käytettäessä tämä luku on suurin. Jotkut erittäin tarkat ääriviivakoneet voivat osoittaa jopa pienempiä virheprosentteja.
Koko ajan työtä ei kuitenkaan voida pitää näin korkealla tasolla.

Huippumallit
Tylsäsorvimarkkinat sisältävät suuren määrän erilaisia malleja. Dalian Guofeng Machine Tools tekee hyvän tarjouksen. Sen mallit 5231, 5240, 5250 kilpailevat luottavaisesti parhaiden kotimaisten mallien kanssa. Ne erottuvat lisääntyneestä tarkkuudesta ja ovat melko käytännöllisiä. Jopa aihiot, joilla on monimutkaisia geometrisia muotoja, voidaan käsitellä onnistuneesti.

Kaikissa juuri kuvatuissa malleissa on kaksi jalustaa. Mutta kiinalaisen yrityksen valikoimassa on myös yksisarakkeisia versioita. Niiden teho on vähintään 22 000 wattia ja enintään 45 000 wattia. Muutokset 5110:stä 5131:een ovat numeerisesti ohjattuja. Tällaiset laitteet ovat melko tehokkaita, ja niitä täydentävät erityiset servot.
Sveitsiläisen ENCE GmbH:n tuotteista joudut maksamaan enemmän. Hänen laatuindikaattorinsa ovat kuitenkin myös korkeammat. Tämä valmistaja pystyy tarjoamaan useita linjoja kerralla. Joten LEN 3000-5000 ovat oletuksena koneita ilman CNC:tä, mutta tarvittaessa tällainen ohjausyksikkö voidaan lisätä. Päävirtamoduulissa on pari vaihetta. Sen sähkömoottori pystyy toimittamaan 16 eri nopeutta.

Jos haluat työskennellä 125–200 cm:n aihioiden kanssa, LEN 1250-2000 -sarja tulee suosia... Näissä laitteissa on rullaohjaimet. Itse rullat sisältävät vierintälaakereita, jotka on valmistettu erittäin tarkasti. Virheiden vähentäminen saavutetaan myös tasapainotetuilla työkalunpitimillä. Laitteen luotettavuuden ja vakauden lisäämiseksi se on varustettu Siemensin sähköosilla.

Kotimaisista yrityksistä on mainittava Krasnodarin raskas työstökonetehdas. Hän toimittaa useita pystysorvimalleja kerralla. Satulan liikuttamista varten niissä on karkaistu teräsohjaimet. Kaksipylväisessä suunnittelussa käytetään paria tornisatulaa tai tornin ja porausyksiköiden yhdistelmää. Joissakin malleissa voidaan käyttää korkeapaineista nestejäähdytystä.

Stankonov-yrityksen versio 1A516MF3 ansaitsee myös huomion. Sen teline on kiinnitetty pöytään pulteilla (välikappale toimii välittäjänä). Valurautainen poikkipalkki valmistetaan valamalla. Laite pystyy käsittelemään jopa 10 000 kg painavia työkappaleita.
Satulan syöttö on portaattomasti säädettävissä.

Vaihtoehtona ovat "TBS" -yhtiön tuotteet. Tarkemmin sanottuna yksisarakkeiset versiot 1512 / 1516F11 ja 1512 / 1516F3. He käyttävät syötteitä erillisillä asemilla. Oletusarvoisesti käytetään tornisatulaa; asiakkaiden pyynnöstä se on varustettu erityisillä puristimilla, jotka yksinkertaistavat pyörien käsittelyä.Korkea luotettavuus säilyy keskitetyn voitelun ansiosta.

Valintakriteerit
Pystysuorassa sorvauksessa voi olla halkaisijaltaan suuri etulevy. Se määrittää, kuinka suuri laitteisto tulee olemaan ja työkappaleiden koko. Etulevyn pyörimisnopeus puolestaan määrää, kuinka tehokas järjestelmä on. Yksijalkaisia malleja tarvitaan kartiomaisten osien valmistukseen. Kaksipylväiset versiot ovat suositumpia työskenneltäessä työkappaleiden kanssa, joiden poikkileikkaus on 160 cm tai enemmän.
Monissa tapauksissa metallintyöstömenetelmien valinnalla on tärkeä rooli. Ja niiden toteutettavuus tietyssä koneessa riippuu siitä, kuinka pitkälle työyksiköt liikkuvat pysty- ja vaakasuunnassa. Vaihtelemalla paksuuden kaltevuuskulmaa on mahdollista vaikuttaa valmistettujen tuotteiden geometriaan. Se on mitä hienostuneempi ja monipuolisempi, sitä suuremman taipumakulman suunnittelijat tarjoavat. On myös muita parametreja, jotka on myös tärkeää ottaa huomioon.


Niin, etulevyn korkeimman ja alhaisimman nopeuden lisäksi sinun tulee kiinnittää huomiota sävyjen määrään. Mitä suurempi se on, sitä tarkemmin voit säätää toimintatilaa. Mutta tämän edun kääntöpuoli on kinematiikan monimutkaisuus. Sen laskeminen on vaikeampaa, ja jonkinlaisen epäonnistumisen todennäköisyys työn aikana kasvaa. On hyödyllistä kiinnittää huomiota työkalumakasiinin kapasiteettiin.
Jos se on tarpeeksi suuri, metallin käsittelyprosessi yksinkertaistuu. Ihannetapauksessa koko tuotantoketju voidaan keskittää yhteen tai useampaan samantyyppiseen koneeseen. Kun valitset CNC-laitetta, sinun tulee ajatella toimeenpanoyksiköiden toiminnan tarkkuutta. Kriittinen piste on tarkkuus, jolla kierretty etulevy on kiinnitetty; sen mitään vinoamista tietystä kulmasta ei voida hyväksyä. Työkalunvaihdon tehokkuuden vuoksi erotetaan torneilla varustetut koneet.















Kommentti lähetettiin onnistuneesti.