Kaikki tornisorvista

Erilaisten metallituotteiden käsittelytoimintojen suorittamiseksi on usein tarpeen käyttää sorveja. Laajasta kategoriasta voidaan erottaa eniten käytetyt kääntyvät-pyörivät yksiköt.


yleinen kuvaus
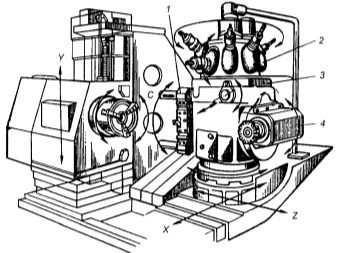
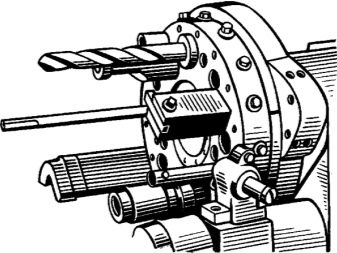
Tornisorvaustekniikan perusnimitys vastaa tyypillisiä sorvausasennuksia. Erona on moniasentoisen pyörivän pään läsnäolo. Tämä rakenneelementti lisää huomattavasti laitteiston tehokkuutta ja myös vähentää kunkin tuotteen käsittelyyn kuluvaa aikaa. Sitä paitsi, nykyaikaiset TRS-muunnokset CNC-moduulilla ovat yleistyneet. Niissä on torni, erityiset istuinalueet leikkuutyökalujen sijoittamista varten.
Tarvittava päärakennetyyppi johtuu metallintyöstön nopeasta kehityksestä. Tosiasia on, että tällainen rakenteellinen yksityiskohta yhdessä CNC:n kanssa mahdollistaa tuotteiden käsittelynopeuden lisäämisen 2 kertaa tai enemmän. Lisäksi se parantaa valmiiden osien mittojen tarkkuuden ja niiden pinnan karheusasteen parametreja.
Puhuttaessa kääntö- ja torniasennuksista on tarpeen tunnistaa seuraavat keskeiset tosiasiat.


Useimmissa tapauksissa tämä laitteet ostetaan teolliseen käyttöön. Se asennetaan työpajoihin, jotka harjoittavat tuotteiden sarjatuotantoa; kaikissa muissa tapauksissa sen käyttö ei ole taloudellisesti perusteltua.
Tornin kääntömekanismien perusominaisuudet tarjoavat mahdollisuuden käsitellä elementtejä suurella syöttönopeudella suuremmalla nopeudella... Leikkausalueelle syötetään erityinen jäähdytysneste, joka estää itse työkalun ja työstettävän työkappaleen ylikuumenemisen.

Kaikki tällaisten laitteiden pääyksiköt sijaitsevat analogisesti muiden sorvien kanssa - tämä varmistaa suoritettujen toimintojen määrän. Yleensä tällaisten yksiköiden tekniset parametrit tarjoavat mahdollisuuden vaihtaa nopeasti leikkauspinnat.
Näkymät
Nykyaikaiset valmistajat tarjoavat laajan valikoiman revolverisorveja. Ne eroavat työmekanismista, suoritettujen toimintojen valikoimasta, suunnitteluominaisuuksista ja joistakin muista ominaisuuksista. Tarkastellaanpa yksityiskohtaisemmin tällaisten laitosten luokittelun olemassa olevia perusteita.
Käsiteltävän työkappaleen tyypin mukaan
Jalostettujen tuotteiden tyypistä riippuen koneet ovat patruuna- tai tankotöihin... Halkaisijaltaan suuret akselit on kiinnitetty patruunalaatikoihin. Tankoosa on pienempi, mutta niillä on melko vaikuttava pituus.

Työkappaleen akselin sijainnin mukaan
Koneistettavien työkappaleiden akselin sijoittelulla voit määrittää vaaka- ja pystysuuntaiset sekä kaltevuudet... Työstökoneet, joissa on pysty- ja vaakajärjestely, ovat saaneet suurimman kierron, kaltevalla akselilla varustettuja asennuksia käytetään paljon harvemmin.
Lisäksi joissakin malleissa voit kallistaa osaa kääntämistä tai muita toimenpiteitä varten, jotka suoritetaan pienessä kulmassa.


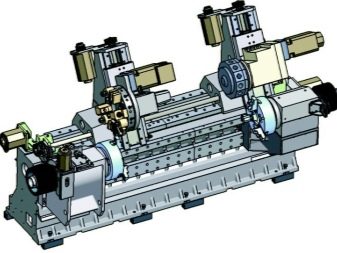
Tehdään erillinen ryhmä kääntyvät ja pyörivät puoliautomaatit. Ne ovat kysyttyjä, kun työskentelet eri halkaisijaisten sauvojen kanssa.Tällaisten laitteiden tärkeimpiä ominaisuuksia ovat seuraavat ominaisuudet.
Yksikarainen kone, jossa on vain yksi rei'itetty kara tankoa varten. Tässä tapauksessa reiän poikkileikkauksen koko on suhteellisen pieni.
Lisävarusteena on yksikkö, joka vastaa tuotteen syöttämisestä ja pitämisestä staattisessa asennossa.


Samaan aikaan suunnittelussa on laite käsitellyn elementin vetämiseksi takaisin toiminnan päätyttyä, minkä ansiosta tuotannon maksimaalinen automatisointi on mahdollista.
Parhaat valmistajat ja mallit
Useimmat kotimaiset yritykset asentavat standardin TRS - 1P371, 1A365, 1N318 sekä S193A, 1365 ja muut... Viime vuosikymmenen aikana on kuitenkin ollut taipumus korvata ne kehittyneillä teknologisilla versioilla CNC:llä. CNC:llä tehdyillä muutoksilla on monia etuja lisääntyneen automaatioasteen ja toiminnallisuuden sekä poikkeuksellisen käsittelytarkkuuden ansiosta.

Berdichevin tehtaan tarjoama laite 1V340F30 erottuu lisääntyneistä teknisistä ja toiminnallisista ominaisuuksistaan. Tätä yksikköä ohjataan CNC-kompleksin kautta, ja sen suunnittelussa on 8-asentoinen pää. Tuki on sijoitettu poikittain, mikä mahdollistaa käsittelyn:
-
yksittäiset tuotteet, joiden poikkileikkaus on enintään 20 cm;
-
baarituotteet, joiden halkaisija on enintään 5 cm.

Alapaevskin työstökonetehtaalla valmistettu yksikkö 1P426DF3 on hyvin tunnettu. Tämä on moderni tekniikka, jossa on ohjelman ohjausmoduuli. Sillä on kysyntää yksittäisten, pienten ja keskisuurten metallituotteiden valmistukseen. Se ei sovellu suurten erien käsittelyyn.
Pääominaisuus oli kahden pään sijainti poikkituessa... Yksi niistä on kuusikulmainen, suunniteltu toimimaan sisäpintojen kanssa, toinen on pyöreä, 8-asentoinen - ulkoisille pinnoille.


Lisäksi Venäjän sorvausasennuksien markkinoille on nykyään ilmestynyt paljon suorituskyvystään tunnettuja tuontilaitteita.
-
ST- ja DS-yksiköt Haas Automationilta (USA). Näillä koneilla voit käsitellä seosterästuotteita sekä ruostumatonta terästä.
-
Yrityksen GS-200-koneet Hyvä tapa.


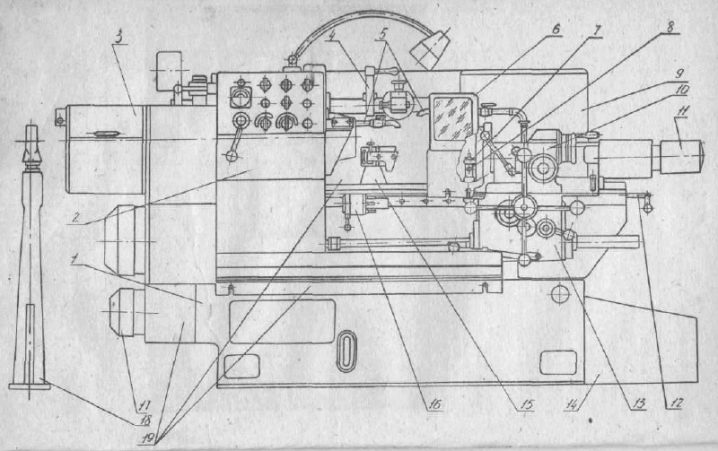
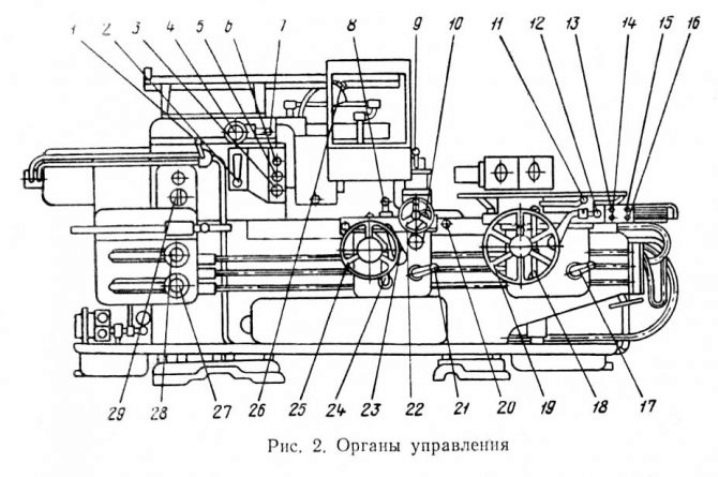
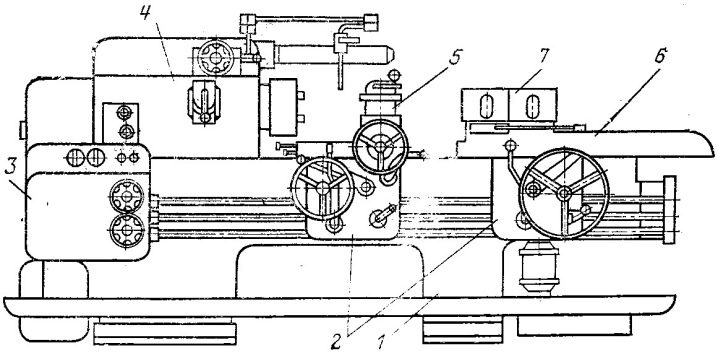
Komponentit
Kuten muutkin koneet, tornisorvitekniikka sisältää komponenttien käytön - suojukset, ohjausputket ja karat... Nykyään valmistajat tarjoavat laajan valikoiman malleja, joiden karojen määrä voi vaihdella. Samalla korostetaan seuraavat avainkohdat.
Jos työpään akseli on vaakasuorassa asennossa, tuki voi pyöriä oman akselinsa ympäri sekä edestakaisin tämän akselin suunnassa. Tässä tapauksessa kierto suoritetaan samanaikaisesti useissa työasennoissa, joiden kokonaismäärä on usein yli tusina.
Kaltevalla ja pystysuoralla pään akselilla jarrusatula on joko perinteinen tai pyörivä.
CNC:llä varustetut TPC:t sisältävät myös moduulin, joka vastaa erittäin tarkasta työstyksestä ja jolla on mahdollisuus muuttaa pään asennon parametreja. Yleensä sen pääyksiköt on peitetty erityisellä kotelolla. Tämä lisää kuljettajan turvallisuutta moninkertaisesti.
Millaista työtä tehdään?
Kuten jo todettiin, nykyaikaisten pyörivien pyörivien laitteiden tekniset ja toiminnalliset parametrit mahdollistavat monenlaisten toimintojen suorittamisen. Aihioina voidaan käyttää muuttuvia tuotteita, jotka on esitetty vallankumouskappaleiden muodossa. Yleisimpiä manipulaatioita ovat:
-
kääntyminen ulkopinnalla, kun taas kulku voi olla karkea tai viimeistelty;
-
leikata leikkauselementtiä asennettaessa;
-
langoitus - sekä sisäinen että ulkoinen;
-
uritus eri syvyydet ja kokoonpanot.

Tavallisen lieriömäisen kokoonpanon lisäksi tällaiset koneet pystyvät käsittelemään muun tyyppisiä työkappaleita.
-
Profiilimuotoisella tyypillä - Käytettäessä puoliautomaattista sorvausjyrsintä, sorvaus, kuten mikä tahansa muu työstö, suoritetaan kaarevan mallin tai kopioviivaimen avulla.
-
Kartiomainen - käsittely suoritetaan erityisellä kopiokoneella. Lisäksi kartiomainen pinta voidaan saada kertaluonteisella pitkittäis-poikittaissyöttömenetelmällä.

Kompaktit tornin kääntömekanismit voidaan sijoittaa erilliseen kategoriaan. Tällaisia laitteita voidaan asentaa jopa kotityöpajoihin.
Mitä ottaa huomioon valittaessa?
Kun valitset tornisorveja, sinun on keskityttävä tärkeisiin kriteereihin.
Tarkkuusluokka - Jotta voidaan määrittää mahdollisuus käyttää tiettyä laitteiston muutosta metallituotteiden käsittelyyn, on tarpeen tietää, mikä tarkkuus voidaan saavuttaa. Suurin osa versioista sisältää H-luokan.
Osan enimmäisparametrit - osa, pituus sekä työyksiköiden sijoittelu keskenään.
Työkappaleen materiaali - yleensä tällaisissa koneissa tehdään valuraudan, korkea-, vähähiilisen tai seosteräksen työstö, muiden seosten sorvaus on sallittu.
Rajoitettu kierrosten lukumäärä aikayksikköä kohti - työkappale, jolla on määritellyt mittatarkkuuden ja karheuden vaatimukset, voidaan saada yksinomaan kiertämällä osia tiettyyn nopeuteen. Tässä tapauksessa lähetysten kokonaismäärä on otettava huomioon.
Valmistajien on ilmoitettava tiedot suurimmasta nopeudesta, jolla eristetyt yksiköt voivat liikkua suoritettaessa nopeaa syöttöä.

Moottorin tehoparametrit ja moottoreiden lukumäärä - Yleensä pienikokoisissa asennuksissa moottoreilla on pieni teho, koska käsitellyt osat ovat kompakteja ja jokaisella ajolla poistetaan vähän metallia. Sarjatuotannossa moottoreiden tulee kestää jatkuvaa kuormitusta.
Varusteiden mitat ja paino - minikoneiden asentaminen on paljon helpompaa. Lisäksi suuret vaativat työpohjan huolellista valmistelua.
Ja se on myös tarpeen ottaa huomioon mekanismien kinemaattinen kaavio voi vaihdella... Esimerkiksi vanhan tyyliset mallit luotiin siten, että tietyntyyppisten kierteiden muodostamiseksi suoritettiin tiettyjen kokoonpanojen vaihdettavien pyörien asennus.
Suojaus - CNC:llä tehdyt muutokset edellyttävät suojakannen asentamista. Tämä minimoi loukkaantumisriskin laitteen käytön aikana.

Nykyaikaisissa sorvauslaitteissa tarvittavien laitteiden sekä leikkauspintojen asennus suoritetaan mahdollisimman tarkasti. Tällaisissa yksiköissä leikkaustyökalua ei tarvitse vaihtaa manuaalisesti - tämä vähentää merkittävästi kunkin osan käsittelynopeutta. Tämän seurauksena tuottavuus kasvaa, mikä merkitsee työkappaleiden käsittelykustannusten laskua. Samaan aikaan tällaisten koneiden korjaus aiheuttaa paljon vaikeuksia. Siksi niiden käytön aikana kiinnitetään erityistä huomiota ennaltaehkäisevään huoltoon, ongelmien oikea-aikaiseen tunnistamiseen ja poistamiseen.
Asennusominaisuudet
Ennen kuin alat käyttää tornin kääntölaitteistoa, on erittäin tärkeää säätää se. Se sisältää useita päävaiheita.
-
Työkappaleen kiinnityslaitteiden asennus, leikkuu- ja aputyökalujen asennus.
-
Pysähdysten asettaminen, tarvitaan tankojen ohjaamiseen ja jarrusatulien liikkeen rajoittamiseen.
-
Ohjausyksikön asennus nokkaille, pistokkeille, kytkimille, kahveille ja muut laitteet karan tietyn liiketaajuuden ja leikkaustyökalun vaadittujen nopeuksien saavuttamiseksi.
-
Testikäsittely pari koeelementtiä ja niiden soveltuvuuden tarkistaminen myöhempään käyttöön.
-
Sovittelu ja tarvittaessa pysähdysten sijainnin säätäminen koneessa tietyn projektin mukaan.













Kommentti lähetettiin onnistuneesti.