Aseporan valinta

Suurisyvyyden läpivienti- ja sokeareikien tekemiseen käytetään niin kutsuttuja tykki- ja tykkiporeja. Tämäntyyppisten leikkaustyökalujen tekemiä reikiä käytetään erilaisissa osissa, joiden pituus on melko suuri. Se voi olla esimerkiksi kampiakseli tiettyyn tarkoitukseen tai kara. Perinteinen pora ei sovellu tällaisiin tehtäviin, joten ase- ja tykkiporat ovat kysyttyjä tietyllä teollisuustuotannon segmentillä. Tarkastellaan tarkemmin aseporan, tykin ja muiden tyyppien ominaisuuksia, GOST:ia ja valintakriteerejä.

Erikoisuudet
Jos porattavan reiän pituus on yhtä suuri kuin viisi leikkaustyökalun halkaisijaa, tällaista reikää voidaan pitää syvänä. Syvien ja tarkkojen reikien tekeminen on monimutkainen toimenpide, jolle on ominaista suuri työvoimaintensiteetti ja kuljettajan korkea ammattitaito. Porausprosessissa leikkaustyökalu jäähdytetään erityisellä nesteellä, joka syötetään poran työalueelle paineen alaisena.
Tällainen jäähdytyskoostumus on yksi suoritetun työn laadunvarmistuksen osatekijöistä.


Pistoolipora tarkkaan syvien reikien poraamiseen on tärkeää sijoittaa se oikein työpintaan nähden. Tämän prosessin helpottamiseksi käytetään ns. jigiholkkia, joka ei salli leikkuutyökalun poikkeamista käytön aikana. Jos tällaista holkkia ei ole, voit päästä pois tilanteesta poraamalla ensin halkaisijaltaan pienempi reikä ja laajentamalla sitä sitten eri poranumerolla vaadittuihin mittoihin.

Aseen poraustyökalut tekevät valmistettu lujasta terässeoksesta... On huomionarvoista, että tällaisen leikkuutyökalun pyörimisnopeus on 10 kertaa nopeampi kuin matalien reikien poraamiseen käytetyn tavanomaisen poran nopeus. Leikkuutyökalulla tehdään reikiä pumppuyksiköihin, suuttimen runkoon tai kiertokankeen.
Pitkällä työkalulla työskenneltäessä syntyy usein vaikeuksia, jotka liittyvät porausprosessin aikana kuluneiden lastujen poistamiseen, joten On aina olemassa vaara, että pora valuu pois määritellyltä porausreitiltä. Tämän työkalun toinen ominaisuus on se sitä ei voi pyörittää maksiminopeudella, jos leikkaustyökalu ei ole upotettu työstettävän työkappaleen onteloon. Tällainen huolimattomuus johtaa siihen, että leikkuutyökalun työosa siirtyy ennalta määrätyltä reitiltä, joka on tarpeen tarkan porauksen kannalta.


Näkymät
On olemassa seuraavan tyyppisiä leikkaustyökaluja, joita käytetään syvien ja erittäin tarkkojen reikien tekemiseen:
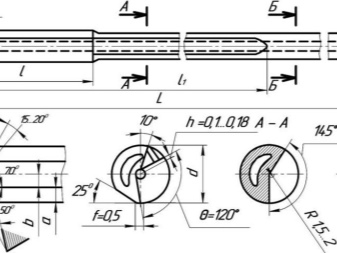
- tykki - työkalun työosassa on V-muotoinen ura; se on välttämätöntä jätemetallilastujen poistamiseksi reiästä;
- ejektori - tätä työkalua käytetään koneissa, joissa leikkuuelementti sijaitsee vaakasuunnassa;
- kivääri - versio, joka on varustettu kovametalliterästerillä, jotka sijaitsevat väli- ja pääteräterissä;
- kivääri - teräksestä ja kovista seoksista valmistettujen leikkausosien ja pintojen kanssa;
- kivääri - jossa kovametallileikkausterät on kiinnitetty runkoon juottamalla;
- spiraali - jossa on varsi, joka on esitetty sylinterimäisen rakenteen muodossa.


Kiväärin ja tykin poraustyökalut ovat yksibittisiä vaihtoehtoja.Niiden ansiosta voit porata reiän, jonka halkaisijaparametrit ovat välillä 0,5 mm - 10 cm.
Käytön aikana pora lämpenee, se voidaan jäähdyttää syöttämällä leikkausnestettä erityiseen tilaan, joka sijaitsee poran työosan sisällä. Kovametalliterillä varustetuissa pistooleissa ja pistooliporissa on kartion muotoinen työvarsi. Tämä muoto ohjaa leikkuutyökalun tarkemmin porausalueelle.

Valintakriteerit
Kiväärin ja tykin poraustyökalujen mittaparametrit ja tekniset ominaisuudet GOST-standardien säätelemä, jonka mukaan nämä porat kuuluvat pitkiin sarjaan. Poran käyttö on mahdollista vain erikoiskoneessa, joka on suunniteltu syväporaukseen. Poran suunnittelua valittaessa on otettava huomioon vaaditut reiän parametrit - sen halkaisija ja pituus. Tehtävän laadukkaan suorittamisen kannalta poran syöttönopeus sekä sen hännän tyyppi ovat erittäin tärkeitä.


Tärkeimmät suositukset, jotka on otettava huomioon poraustyökalua valittaessa, ovat seuraavat:
- kun tehdään reikää, jonka pituus on yli 400 mm, on suositeltavaa käyttää 2 poraa, joilla on eri mitat; ensin on käytettävä työkalua, jonka koko on 9,95 x 800 mm, ja sitten reikää laajennetaan poralla, jonka koko on hieman suurempi ja 10 x 400 mm;
- jos metalli tuottaa pitkän tyyppisen lastun porauksen aikana, sinun on valittava leikkaustyökalu, jossa on pitkät ja kiillotetut urat vetäytymistä varten;
- jos se on tarpeen pehmeiden metalliseosten käsittelyyn, esimerkiksi alumiinia, tulee käyttää leikkaustyökalua, jonka suunnittelussa on yksi leikkuuterä, joka on teroitettu 180 ° kulmassa;
- jäähdytysnesteen voiteluaineen pitoisuuden on oltava tasolla vähintään 10 % tämän koostumuksen kokonaistilavuudesta;
- jos pehmeää materiaalia käsitellään, silloin on tarpeen saavuttaa poran maksiminopeus vaiheittain ja tämä on tehtävä 3 vaiheessa; lisäksi reikä tehdään myös vaiheittain - ensin tehdään pilottiporaus halkaisijaltaan pienemmällä työkalulla ja sitten reikä laajennetaan vaaditun kokoisella poralla;
- kun vaihdat poran halkaisijaa toiseen kokoa, työkalun pyöriminen voidaan pysäyttää kytkemällä voiteluaine-jäähdytysseoksen korkeapainesyöttö päälle 1-2 sekunniksi; sen jälkeen, kun reikä on tehty määritettyjen parametrien mukaisesti, pora sammutetaan ja lakkaa toimittamasta jäähdytysyhdistettä reikään.


Oikean poran valitsemiseksi syvien reikien tekemiseen on tärkeää ottaa huomioon paitsi sen mitat, jotka vastaavat reiän mittoja, myös metalliseoksen ominaisuudet sekä porauslaitteiston tyyppi, johon työ suoritetaan.
Sinun on aloitettava työ poran vähimmäispyörimisnopeuksilla, kun taas on tärkeää varmistaa leikkausnesteen syöttö sille alusta alkaen.


Kuinka porata syviä reikiä HAMMOND-pistooleilla, katso alla.













Kommentti lähetettiin onnistuneesti.