Kovametalliporien valinnan tyypit ja salaisuudet

Kovametalliporalla voidaan käsitellä sellaisia lujia materiaaleja, kuten esimerkiksi valurautaa, kiviä - sekä luonnollisia että keinotekoisia, sekä betonin, piirilevyn, tiilen, ei-rautametallien, kaikentyyppisten muovista. Niitä kutsutaan kovametalliksi syystä, mutta koska niiden leikkausosiin juotetaan levyt, joiden valmistukseen käytetään kovametalliseoksia. Kun lujia materiaaleja porataan näillä kovilla terällä, porausprosessi on kaksi kertaa tehokkaampi kuin perinteisten terästyökalujen käyttäminen.

Kuvaus ja laajuus
Terään juotettujen leikkausterien kovuus pidentää merkittävästi sen käyttöikää, mutta tämä ei tarkoita, että tällaisia gimbaaleja voidaan käyttää millä tahansa pinnalla. Esimerkiksi, Teräslevyjä koneistettaessa kovametallikärjet voivat kulua nopeasti ja jopa rikkoutua. Tämän estämiseksi työvälineiden on oltava erittäin jäykkiä.
Muuten käytön aikana tapahtuvan tärinän vuoksi kovametallipalat menettävät ensin värinsä ja sitten yksinkertaisesti murtuvat poran pinnasta.


Lajien yleiskatsaus
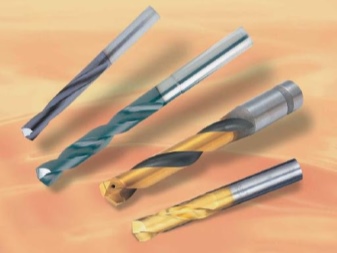
Tähän mennessä ostajien huomiolle on tarjolla laaja valikoima karbidilevyillä varustettuja karbiinilevyjä, joita voidaan käyttää metallin ja muiden materiaalien käsittelyyn. Nämä suuttimet voidaan luokitella useiden parametrien mukaan, esimerkiksi:
- materiaalin mukaan, josta levyt on valmistettu;
- menetelmällä kiinnittää nämä levyt suuttimen työosaan;
- levyjen muodon mukaan;
- Urissa suuttimen leikkauspintojen välissä olevan muodon mukaan nämä urat on suunniteltu poistamaan tehokkaasti lastut ja muut porausprosessista syntyneet jätteet.
Kovametallilevyillä varustetuissa suuttimissa on joitain suunnitteluominaisuuksia, jotka erottavat ne muista "veljistä".
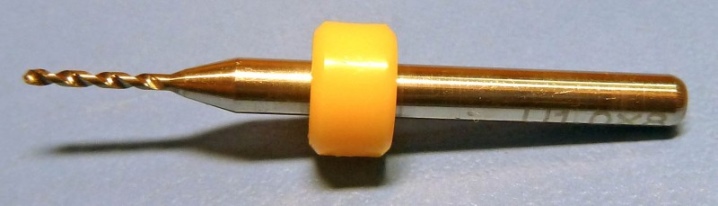
Tämä on ennen kaikkea lyhyempi työosa - verrattuna muihin poratyyppeihin, se on 20-30% vähemmän. Tämä johtuu poran uudelleenhiontaprosessista - se voidaan tehdä vain kovametalliterillä. Jos pora ja jigi muodostavat sarjan, poran pituus on yhtä suuri kuin tavanomaisen poran pituus.
Suuttimen ytimen halkaisija varren suunnassa kasvaa 10 cm välein 1,4 mm:stä 1,8 mm:iin. Kulma, jossa pidät terää, on suoraan verrannollinen porattavan reiän syvyyteen. Kartion muotoinen varsi on sovitettava hyvin koneen karaan, sillä kuinka jäykkä ja vahva pito on, riippuu siitä, kuinka tarkka ja laadukas porausprosessi tulee olemaan.
Lisäksi porakoneen hyvä ankkurointi varmistaa häiriöttömän toiminnan eikä prosessin rikkoutumista.


Valmistusmateriaalin mukaan
Jos puhumme materiaaleista, joista leikkausterät valmistetaan, useimmiten nämä ovat volframi-karbidiseoksia. Niitä saadaan pääasiassa jauhemetallurgisilla menetelmillä. VK8-tuotemerkki on pitkään vakiinnuttanut asemansa erityisen suosituna suuttimien leimaamisessa kestävien materiaalien kanssa. Näitä gimbaaleja käytetään menestyksekkäästi reikien poraamiseen seosteräksiin, kuumuutta kestäviin teräksiin, valuraudaan ja kovaan puuhun. Lisäksi tämä koostumus on edullisin.


Levyjen kiinnitysmenetelmällä
Kovametallisisäkkeiden kiinnitys tapahtuu leikkausosiin joko juottamalla tai ruuviliitoksella (mekaanisella) liitännällä, jolloin terät ovat vaihdettavissa. Jos käytetään juottamista, uudelleenteroitus on mahdollista vain muutaman kerran, minkä jälkeen pora muuttuu käyttökelvottomaksi.
Käytettäessä levyjen mekaanista kiinnitysmenetelmää, hiomattomien levyjen vaihtaminen on melko helppoa.

Muodon mukaan
Kovametallisisäkkeellä voi olla useita eri muotoja - tämä on suunnikas, suorakulmio ja rombi ja kolmio, jossa on kuusi leikkausreunaa. Leikkaavien reunojen välisen uran muotoa ei pidä jättää huomiotta. Olipa niiden muoto mikä tahansa, niiden sisäpinta on kiillotettava perusteellisesti, jotta lastut poistuvat tehokkaasti työskentelyalueelta eivätkä tukkia reikää häiritsemällä työkalun toimintaa.


Merkintä
Kovametallisisäkkeet, jotka juotetaan kiinteään poraan, valmistetaan GOST 25393-90:n mukaisesti. Vaihdettavat levyt tietyllä määrällä reunoja valmistetaan toisen GOST - 19086-80 -standardin mukaisesti.

Kuinka valita?
Kovametallikärkiä valittaessa on otettava huomioon kaksi päätekijää: mitä pintaa aiot työstää ja mikä syvyys ja halkaisija reiällä tulisi olla. Tämä kaventaa heti valikoiman pieneen porausryhmään. Seuraavaksi sinun on kiinnitettävä huomiota siihen, mistä materiaalista leikkuureunat on valmistettu, kuinka vahva kovametalli on.
Tuotteen valmistajan maine ja sen laatu eivät ole yhtä tärkeitä, koska tällaisten gimbalien hinta on yleensä melko korkea. Siksi sinun on tutkittava huolellisesti tuotteen ominaisuudet ennen kuin maksat siitä. Tietenkin, mitä tunnetumpi poran valmistaja on, sitä korkeampi hinta on, mutta tällaisten tuotteiden laatu on myös melko korkea.
Pitääkö minun maksaa työkaluista, joiden valmistaja on tuntematon ja laatu herättää paljon epäilyksiä? Jokainen ostaja vastaa tähän kysymykseen itse.
Jos haluat tuotteen palvelevan sinua pitkään ja toimivan kunnolla, on parempi valita hyvämaineisten valmistajien valmistamia, jotka ovat työskennelleet rakennustyökalumarkkinoilla pitkään.


Jäähdytys ja voitelu
Jotta kovametallirunko toimisi tehokkaammin, se on jäähdytettävä sisältä. On mahdollista tehdä ilman leikkausnesteen käyttöä vain, kun poraat reiän, jonka syvyys on enintään 1 suuttimen halkaisija (esim. halkaisijaltaan 3 mm reikä voi olla myös 3 mm syvä).
Porauksen laatu ei riipu vain siitä, kuinka paljon leikkausnestettä (jäähdytysnestettä) liikkuu suuttimen sisäontelon läpi, vaan myös siitä, kuinka paljon jäähdytysnestettä syötetään. Pään tulee olla vähintään 12 ilmakehää. Silloin työkalua ei vain jäähdytetä voimakkaasti, vaan myös lastujen poisto on paljon tehokkaampaa.

Teroitus
Tarvittavan kovuuden antamiseksi poralle sen työosassa (sen mittaus suoritetaan HRC-asteikon mukaisesti), se käsitellään termisesti, periaatteessa tämä prosessi on sama kuin itse levyjen juottaminen. Jos terät on profiloitu, poraustulos on paljon parempi. Kierre- tai monoliittisten porien irrotettavat levyt soveltuvat paitsi reikien poraamiseen myös valmiiden urien ja reikien poraamiseen.
Jos pora on varustettu aallonmuotoisilla levyillä, se voi toimia hienovaraisemmalla tekniikalla - askel askeleelta lisäämällä. Tämä tekniikka stabiloi poran tai iskuporan asennon kierteityksen alkuvaiheessa ja minimoi myös riskin, että työkalu "johtaisi" prosessissa.
Inkrementaalinen upotusleikkaus vähentää myös porauksen aikana syntyvää leikkausvoimaa.

Kovametalliporien teroitus näytetään seuraavassa videossa.













Kommentti lähetettiin onnistuneesti.