Laitteet polttoainebrikettien tuotantoon
Polttoainebriketit ovat erityinen polttoaine, joka on vähitellen saamassa suosiota. Pellettiä käytetään yksityisten rakennusten ja teollisuusrakennusten lämmitykseen. Tuotteet ovat houkuttelevia edullisen hinnan ja erinomaisten suorituskykyominaisuuksien ansiosta. On syytä harkita yksityiskohtaisemmin brikettien valmistuksen ominaisuuksia ja laitetyyppejä.

Ekstruuderin ominaisuudet
Aluksi on syytä selvittää, mitä Eurowoods ovat. Tämä on ehdottoman ympäristöystävällinen polttoainetyyppi, jonka materiaalia käytetään:
- Myös hakkuujätteet, jotka sisältävät sahanpurua, pientä lastua, kuorta ja lehtiä, käyttävät usein puuntyöstyksestä ylijääneitä neuloja;
- maataloustuotteita jalostavien yritysten jätteet;
- olki, ruoko, pienet osat turvemaata;
- lintujen ulosteet, joita muodostuu suuria määriä 1-2 kertaa kauden aikana.


Parannetun polttoaineen etuja ovat alhainen tuhkapitoisuus, pitkä käyttöikä ja noin 10-15-kertainen hiilidioksidipäästöjen väheneminen. Polttoainebrikettien valmistus on modernisoitu teknologinen prosessi, jonka avulla hiukkasia on mahdollista liimata yhteen.
- Ensin raaka-aine puhdistetaan perusteellisesti poistamalla epäpuhtaudet. Myös tässä vaiheessa suoritetaan puujätteen esimurskaus pieniksi hiukkasiksi.
- Seuraavaksi materiaali kuivataan. On tärkeää alentaa kosteuslukemaa 8-12 %:iin halutun tuloksen saavuttamiseksi.
- Jäte murskataan uudelleen, jotta saadaan vielä hienompia fraktioita, jotka on helpompi puristaa.
- Neljäs vaihe sisältää raaka-aineiden käsittelyn höyryllä kosteusindeksin nostamiseksi tiettyihin arvoihin.
- Vasta sen jälkeen he alkavat puristaa materiaalia käyttämällä ekstruudereita - erityisiä asennuksia.
- Sitten valmiit briketit jäähdytetään ja lopullinen kuivaus suoritetaan.
Viimeinen vaihe koostuu saatujen tuotteiden pakkaamisesta.


Nyt lisää suulakepuristimesta. Tämä on kone, jolla voidaan pehmentämällä tai sulattamalla antaa sille haluttu muoto. Prosessi on puristetun massan ekstruusio siihen tarkoitettujen reikien läpi.
Puristimen tärkeimmät rakenneosat on lueteltu alla.
- Mikseri. Tarjoaa useiden erityyppisten raaka-aineiden tehokkaan sekoittamisen ja mahdollistaa homogeenisen seoksen.
- Matriisi. Sen avulla on mahdollista antaa raaka-aineelle vaadittu muoto.
- Booli. Se kohdistaa painetta alkuperäiseen seokseen.
- Käyttömekanismilla varustettu toimiva mekanismi. Sähköenergia on muutettava mekaaniseksi energiaksi, joka on puristusvoima.
- Stanina. Pohja, jolla muut rakenneosat seisovat.
Ekstruuderi sisältää myös kotelon, lämmityselementin, ruuvin ja pään tietyn muotoisten brikettien muodostamiseksi.
Puristin on erikoislaite, jonka avulla briketit valmistetaan tiiviiksi ja pitkäaikaiseen varastointiin ja käyttöön.
Puristimien lajikkeet
Valmistajat valmistavat erilaisia koneita polttoainebrikettien tuotantoon. Toimintaperiaatteen mukaan yksiköt on jaettu kahteen tyyppiin.
- Satunnaiset brikettiasennukset. Tässä tapauksessa laite toistaa saman syklin: se lataa raaka-aineita, puristaa ja vapauttaa valmiin tuotteen muotista. Toistojen määrää ei ole rajoitettu.
- Jatkuva toiminta. Ekstruuderit kuuluvat tähän luokkaan. Brikettien valmistusprosessi tapahtuu lisäämällä asennukseen raaka-aineita, minkä jälkeen tuote suulakepuristetaan. Laitteet vastaavat myös tankojen leikkaamisesta.


Ekstruuderit puolestaan jaetaan myös eri ryhmiin.
Manuaalinen
Nämä minipuristimet edustavat yksinkertaista teräselementtien rakennetta, joka sisältää:
- Paina lomake;
- tuki osa;
- mäntä;
- kahva.
Tarvittaessa tällainen ekstruuderi voidaan koota itse. Laitteen etuja ovat keveys ja helppo kuljettaa. Laite soveltuu paremmin pienten määrien työskentelyyn.


Hydraulinen
Ne erottuvat mäntäpumpun läsnäolosta, jonka toiminnan avulla on mahdollista säätää asennuksen suorituskykyä. Suunnitteluun kuuluu myös sähkömoottori ja hydrauliöljyä sisältävä säiliö. Koneiden ominaisuudet:
- epäjatkuva brikettien valmistusmenetelmä;
- luoda ponnisteluja hiilen tai muiden raaka-aineiden puristamiseksi pumppaamalla öljyä erityiseen onteloon;
- korkea ominaispaine - jopa 1500 kg / cm2.
Brikettien saamiseksi raaka-aine ladataan puristimeen ennalta lasketuissa annoksissa. Puristuksen jälkeen kone vapauttaa valmiit pelletit. Hydraulisen koneen tärkein etu on sen alhaiset kustannukset. Valmistajat panevat merkille myös mahdollisuuden valmistaa brikettejä tiilien muodossa, mikä yksinkertaistaa huomattavasti materiaalin kuljetusta ja varastointia. Miinusten joukossa on pieni suorituskyky.


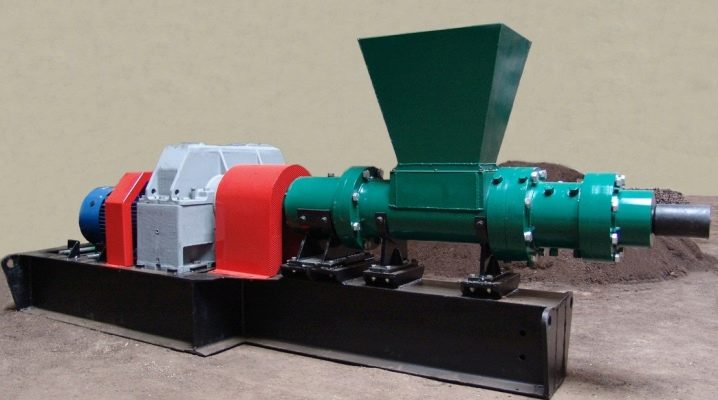
Isku-mekaaninen
Suunniteltu brikettien muodostamiseen iskupuristusperiaatteen mukaisesti. Puristimen rakenne sisältää männän, joka on sijoitettu vaakasuoraan sylinterin muotoisen pumpun sisään. Tällaisten yksiköiden pääparametrit:
- materiaalin valmistusmenetelmä on jatkuva;
- työkappale - kampiakseli, joka on varustettu kiertotangolla;
- maksimipaine - 2500 kg / cm2.
Laitteet kuuluvat kustannuksiltaan keskisegmentin asennusluokkaan. Samaan aikaan kone osoittaa erinomaista suorituskykyä, pystyy työskentelemään suurten raaka-ainemäärien kanssa.


Erillinen luokka on ruuviekstruuderit, joiden kautta on mahdollista järjestää jatkuva brikettien tuotantovirta. Pyörivä ruuvi toimii koneen työkappaleena ja maksimipaineen ilmaisin saavuttaa 3000 kg / cm2.
Puristin perustuu suulakepuristusperiaatteeseen:
- kaira puristaa seoksen;
- komponentit suulakepuristetaan erityiseen reikään - suulakkeeseen;
- kanavan kartiomainen muoto tarjoaa tarvittavan raaka-aineen puristuksen muodostaen briketin.


Samanlainen toiminta toteutetaan työnnettäessä kiila uraan. Ruuvikoneiden etuja ovat:
- korkeatiheyksisten brikettien valmistus, mikä mahdollistaa materiaalin pitkän palamisen ja suuremman lämmönsiirron;
- lisääntynyt tuottavuus, jonka ansiosta on mahdollista saada enemmän brikettejä aikayksikköä kohti kuin hydraulilaitteella;
- luotettava hirsimuoto - 6-sivuinen poikkileikkaus, jonka keskellä on läpimenevä reikä, joka tarjoaa ilmavirran sisäkerroksiin.
Ruuviekstruuderin vapauttama materiaali palaa kokonaan eikä jätä lähes yhtään tuhkaa jälkeensä.
Asennuksen ainoa haittapuoli on korkea hinta.

Europolttopuun tuotantolaitteiden markkinoita edustaa laaja valikoima ekstruudereita. Siksi ei ole aina helppoa päättää, mikä malli on optimaalinen luotettavalle ja nopealle prosessille. Kun ostat puristimen, sinun tulee ottaa huomioon seuraavat seikat.
- Moottorin teho. Se riippuu suoraan talon sisäänkäynnissä sijaitsevan katkaisijan kapasiteettivipukapasiteetista, ja se määräytyy myös kaapeleiden poikkileikkauksen mukaan. Paras vaihtoehto on kairayksiköt: niillä on maksimitehoilmaisin.
- Mitat. Pienet asennukset sopivat kotikäyttöön, voit antaa etusijalle kädessä pidettävän ekstruuderin.
- Tuotetun raaka-aineen määrä. Jos brikettien jatkuvaa tuotantoa suunnitellaan, etusija tulisi antaa suurille yksiköille, joilla on korkea suorituskyky. Kotikäyttöön sopivat manuaaliset asennukset, jotka sopivat pienen määrän aihioiden muodostamiseen.
Koneen ostaminen Eurowoodille vaatii huolellista lähestymistapaa. Lisäksi kannattaa harkita valmistajaa ja ominaisuuksia. Älä jätä huomiotta ihmisten arvosteluja, jotka ovat jo käyttäneet ostettua laitetta. Asiantuntijat neuvovat olemaan kiinnittämättä huomiota hintaan, koska se ei ole ratkaiseva tekijä.


Muut varusteet linjalla
Polttoainebrikettejä valmistetaan erilaisista puujätteistä sekä biologista alkuperää olevista tähteistä.
Kuumimmat tuotteet saadaan öljystä ja viljasta.
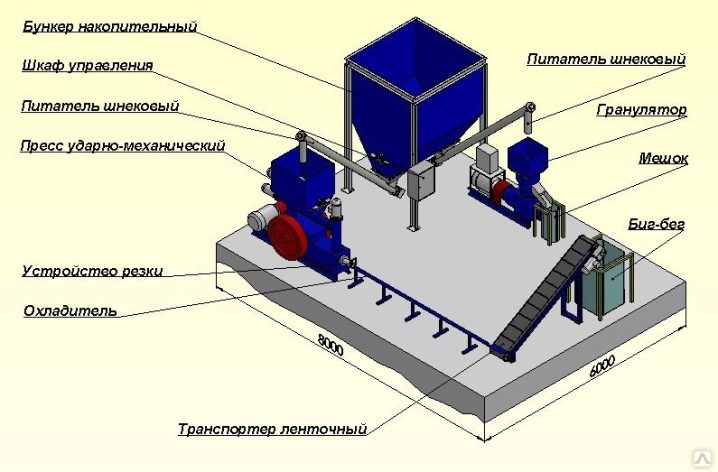
Täydellinen tuotantolinja sisältää ekstruuderien lisäksi useita lisäasennuksia, joista jokainen vastaa tietystä vaiheesta.

Seuraavia laitteita käytetään myös korkealaatuisten europisaroiden valmistukseen.
- Murskaimet ja silppurit. Soveltuu enimmäkseen brikettien muodostamiseen oljesta, puujätteestä. Tämän tyyppiset asennukset tähtäävät raaka-aineiden perusteelliseen murskaamiseen. Mitä hienompia hiukkaset ovat, sitä tiheämpi briketti on, mikä tarkoittaa, että sen suorituskyky on myös parempi.

- Kalibraattorit. Niiden avulla seulotaan tarvittavan kokoiset hiukkaset, jotka sitten siirtyvät brikettien valmistukseen. Loput raaka-aineet, jotka eivät ole läpäisseet valintaa, lähetetään lisäkäsittelyyn.

- Kuivauskammiot. Täällä kaikki on yksinkertaista: raaka-aine täytetään kosteudella, ja murskaamisen jälkeen on huolehdittava puun kosteuspitoisuuden vähentämisestä. Tämä on ainoa tapa parantaa briketin toimintaa. On huomattava, että kuivauskammioita käytetään sekä ennen raaka-aineiden jauhamista että sen jälkeen. Mitä kuivempi briketti on, sitä paremmat ovat sen ominaisuudet. Suurin osa asetuksista mahdollistaa parametrien säätämisen.

- Brikettikone. Toisin sanoen ekstruuderi, joka on jaettu useisiin tyyppeihin. Käytetyn laitteiston tyypistä riippuen ei vain briketin lopullinen muoto eroa, vaan myös sen ominaisuudet. Nykyaikaiset mallit lisäävät lämpötilaa kammiossa ja suorittavat siten raaka-aineiden lämpökäsittelyn suojakuoren muodostamiseksi.

- Pakkauksen asennus. Se sisältyy työhön viimeisessä vaiheessa. Eurowood laitetaan sellofaaniin estämään kosteutta valmiissa tuotteissa ja pidentää siten niiden säilyvyyttä.


Mitä tahansa konetta voidaan tarvittaessa parantaa. Tämä vaatii hydraulisen tunkin tai erikoispuristimen, joka toimii myös hydraulisesti.
Lisäksi halutun tuloksen saavuttamiseksi kannattaa ostaa kiinnitysmateriaalit ja muut tulevan rakenteen elementit. Ennen tarvittavien tavaroiden ostamista on suositeltavaa tutkia tulevan koneen kaavio, joka löytyy helposti verkosta. Listataan modernisoinnin päävaiheet.
- Pohjana käytetään kanavia, jotka hitsataan yhteen. Telineet ovat kulmat 100x100.
- Muovaussuutin on yleensä valmistettu paksuseinäisestä teräsputkesta. Halkaisija määräytyy valmistettaviksi suunniteltujen tuotteiden koon perusteella. Lisäksi putkessa on halkaisijaltaan 4–5 mm:n reikiä, jotta voidaan järjestää veden oikea-aikainen poisto puristuksen aikana.
- Matriisiin kiinnitetään irrotettava pohja, jota käytetään myöhemmin valmiiden brikettien poistamiseen.
- Massa on muodostettu halkaisijaltaan 30 mm putkesta, joka on lisäksi varustettu lävistimellä. Putken toinen pää on asennettu hydrauliseen mekanismiin.


Sekoita seos matriisissa huolellisesti ennen laitteen lataamista.Kotitekoinen rumpu, joka on valmistettu teräslevystä, auttaa tässä. Voit myös käyttää olemassa olevaa pesukoneen rumpua.
Lopuksi, viimeinen vaihe on lokeron kokoaminen ja sitä seuraava asennus. Tällaiset laitteet eivät tietenkään salli europuun enimmäistiheyden saavuttamista. Mutta asennus selviää nopeasti tehtävästä.















Kommentti lähetettiin onnistuneesti.